The 3R’s Revolutionizing Metal Powder Additive Manufacturing
WHITE PAPER
Transforming 3D Printing with Advanced Vacuum Conveying, Sieving, and Blending Technologies
The 3R’s – REclaim, REclassify, and REcondition, are setting a new benchmark in metal powder additive manufacturing, driving efficiency, sustainability, and innovation in 3D printing processes. By utilizing advanced technologies, this approach ensures optimal reuse of metal powders, reducing waste and supporting eco-friendly practices without compromising on quality.
Industry Challenges: Additive Manufacturing
Preserve valuable material. Protect workers. Speed up your process.

The use of metal powders such as aluminum, nickel, titanium, cobalt, copper, and custom alloy powders have a long history in industrial applications. In recent years, their role in 3D printing, particularly metal Additive Manufacturing (AM), has grown significantly due to its advantages over traditional methods such as machining or casting. This evolution has transformed additive manufacturing into a vital technology with a wide range of applications.
The growing adoption of metal powder-based 3D printing has also resulted in a significant expansion of metal powder inventories, revealing variations in critical metal powder characteristics such as bulk density, fluidity, abrasion resistance, particle shape, particle size, cohesiveness, and reactivity. These variations play a crucial role in influencing the behavior of metal powders within the additive manufacturing AM processes including powder bed fusion and binder jet printing applications.
As the AM industry continues to scale-up and transition from manual batch processing to automated continuous processing, the industry faces challenges associated with non-uniform metal powders and post-process material waste. Leftover metal powder in the build box is frequently discarded, resulting in inefficiencies and increased costs. By developing a deeper understanding of metal powder variations, conveying behaviors, and adopting strategies to recycle unused metal powders from the build-box, the AM industry can effectively tackle its challenges. These efforts optimize performance, maintain process efficiency, and improve end-product quality, while prioritizing safety, productivity, and cost savings.
The Solution: REclaim, REclassify, REcondition.

REclaim: Efficient Recovery of Metal Powders
Implementing vacuum conveying technology into additive manufacturing allows process engineers to convey metal powders to and from the 3D printing process. By conveying material to the 3D printer, manual lifting and messy dumping are eliminated. Material is drawn from the source and vacuum conveyed to the printer in a continuous, contained process.
By utilizing innovative vacuum conveyors designed specifically for metal powders, including reactive metal powders that require handling in inert atmospheres, the additive manufacturing – metal powder recovery and reconditioning (AM-MPRR) system safely and efficiently removes unused metal powder from the build box, eliminating the need for manual handling, and significantly reducing the risk of operator exposure to metal powder dust, and potential explosions.
Once the powder is extracted, the system separates the metal powder from the airstream and deposits it directly onto a sieve. The sieve removes oversized agglomerations and foreign debris, with the refined metal powder vacuum conveyed to a tumble blender for further processing, reconditioning, and preparation for reuse.
REclassify: Ensuring Purity and Performance
A critical component of the additive manufacturing metal powder recovery and reconditioning process is the reclassification of the left-over metal powders in the build-box. Reclassification involves the process of sieving or screening these metal particles. Sieving is the mechanical process used to separate particles based on size, ensuring consistency and quality.
The metal powder reclassification step involves placing the metal powder from the build-box onto the sieve. The sieve is equipped with an ultrasonic anti-blinding mechanism, creating vibrations that encourage powder movement. This process helps smaller particles pass through the mesh while larger particles or contaminants remain on top. The mesh size, typically 63 microns, determines the maximum particle size that can pass through the sieve.
The reclassifying process utilizing sieving technology plays a crucial role in maintaining consistent reusable metal powder quality for successful 3D printing though multiple cycles. By implementing advanced sieving technologies, such as ultrasonic sieves, clogging is prevented. One of the primary benefits is the ability to minimize waste.
REcondition: Homogenization and Preparation for Reuse
Reconditioning metal powders is a vital step in the additive manufacturing process, restoring metal powders to their optimal condition for reuse. A highly effective method for this is using tumble blenders, renowned for their ability to improve powder consistency and performance. Once reclaimed and reclassified, the metal powder enters the tumble blender, where it undergoes homogenization, a critical process in ensuring uniformity and quality.

Tumble blenders use a gentle rotating motion to uniformly mix metal powders within a sealed vessel, effectively addressing challenges such as homogeneity, segregation, and surface oxidation. Segregation often occurs during handling, causing particles to separate by size or density, while homogeneity ensures consistent particle distribution for uniform flow behavior. Surface oxidation is mitigated by blending powders with flow agents, reducing oxidization and restoring flowability.
Additionally, residual metal powders from multiple 3D printers can be combined and homogenized into a consistent masterbatch for reuse. Advanced versions of tumble blenders also include drying systems that reduce moisture content to single-digit levels, further enhancing powder flowability. Heat and gas purging can also be integrated into the process to optimize metal powder reconditioning.
The process is automated via direct-charging blender loading. Direct charge blender loading is an efficient and automated method for introducing metal powders into a tumble blender, eliminating the need for manual handling.
In this process, reclaimed or reclassified powders are transferred directly from preceding steps into the blender using a vacuum conveyor. The transfer occurs within a sealed environment, preventing contamination and preserving the quality of sensitive powders such as titanium or aluminum. This method ensures precise, controlled conveying with automated systems that deliver the correct amount of material, maintaining batch consistency.
Direct charge blender loading improves efficiency by reducing downtime and eliminating manual operations, enhances safety by minimizing operator exposure to hazardous powders, and reduces contamination risks by keeping the process enclosed. Additionally, this system can be adapted to handle various types of metal powders, making it an invaluable component of the powder reconditioning process in additive manufacturing.
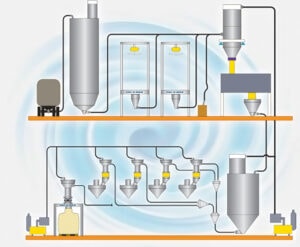
Operation Overview: How It Works
Maximizing Metal Powder Use & Extending the Lifespan of AM Materials
The recovery and reconditioning process begins with the operator vacuuming powder from the build box, where it is collected in a vacuum receiver and separated from the airstream by gravity. Any carryover dust is captured in a small collection container mounted on the opposite side of the frame. The vacuumed powder then passes through a surge hopper and is metered onto the sieve deck, where oversized particles are retained on top of the screen cloth or exit through an optional side outlet.
Reusable metal powder flows through the center-bottom outlet and is collected in a 2 ft³ (57-liter) conical feed bin. To control flow and prevent flooding, a screw discharger at the bottom of the feed bin regulates powder transfer to the vacuum hose, directed to either a blender or dryer. The operator uses two ball valves to redirect suction, enabling powder transfer from the feed bin to the designated equipment until the feed bin is empty.
Any carryover dust is again collected in the small container on the system frame. Once vacuum loading is complete, the operator disconnects the vacuum hoses from the equipment cover, secures them with camlock caps, and reattaches the hoses to a side panel. Proper hose reattachment ensures the blender or dryer can rotate, completing the powder reconditioning cycle efficiently and safely.
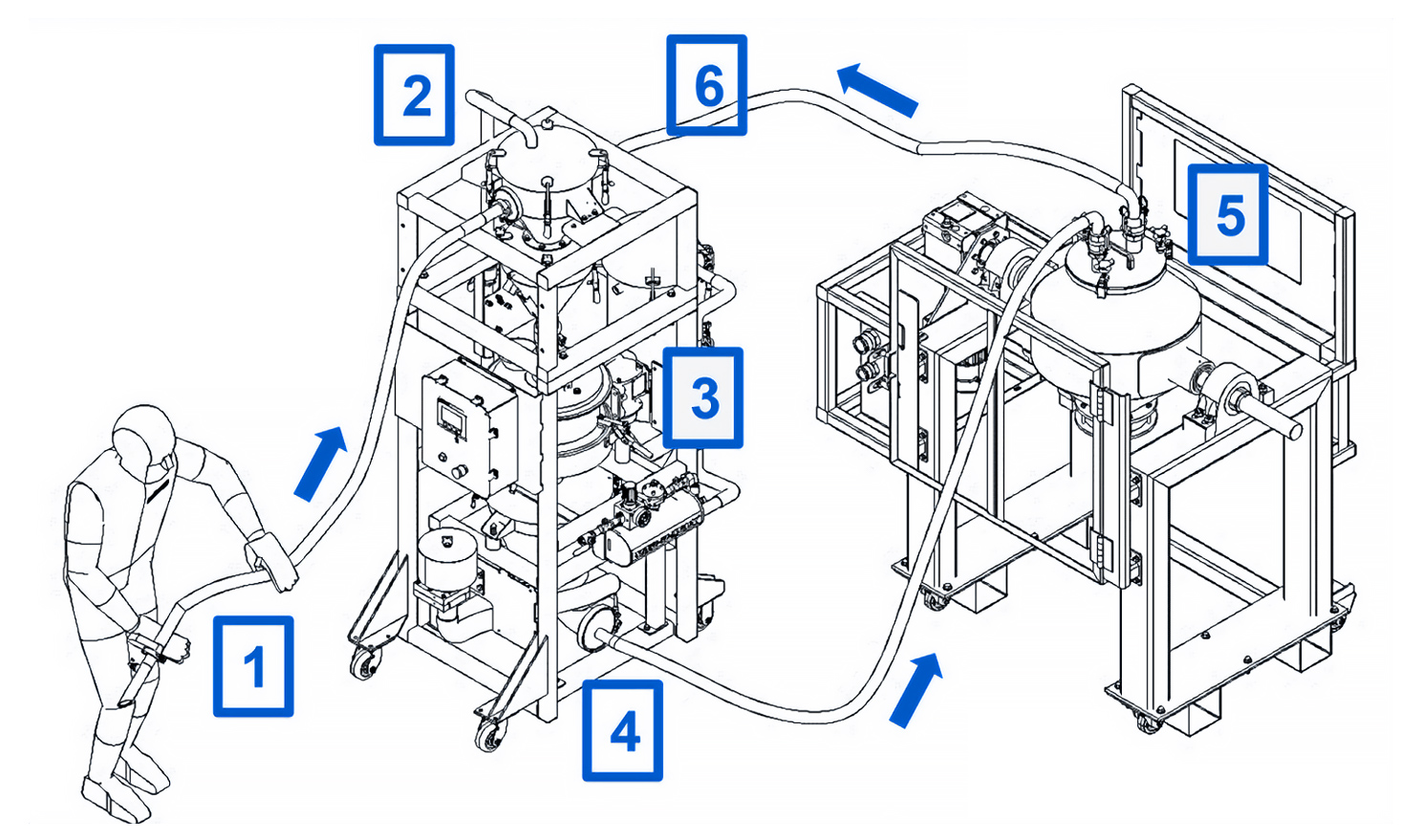
Step 1-2: The operator vacuums metal powder from the build box. The powder is collected with a Vacuum Receiver, which separates it from the airstream via gravity. Any carryover dust is captured in a small collection container located on the opposite of the frame.
Step 2-4: The collected powder is discharged through a surge bin and metered onto the sieve deck. Oversized particles remain on the sieve screen or exit through an optional side outlet, while reusable powder passes through the center-bottom outlet and is stored in a 2 ft³ (57-liter) conical feed bin.
Step 4-5: A screw discharger at the bottom of the feed bin regulates the flow of powder, preventing flooding in the vacuum hose leading to the blender or dryer. The operator adjusts two ball valves to redirect suction from the vacuum receiver to the blender or dryer, initiating powder transfer from the feed bin. Transfer continues until the feed bin is empty.
Step 5-6: As the blender or dryer is loading, any carryover dust is collected in the small collection container on the MPRS frame. Once loading is completed, the operator disconnects that two vacuum hoses from the blender or dryer cover, installs camlock caps, and reattaches the disconnected hoses to the side panel. The blender or dryer will not rotate unless the hoses are properly secured on the side panel.
The Takeaway
Maximize Efficiency, Sustainability, and Safety with the AM-MPRR™
Developed by industry leaders VAC-U-MAX, GEMCO, and VORTI-SIV, the Additive Manufacturing Metal Powder Recovery and Reconditioning (AM-MPRR) System provides a sophisticated, integrated solution to the challenges encountered in powder bed fusion and binder jet printing processes. By utilizing advanced vacuum, sieving, and blending technologies, the system efficiently recovers and reconditions metal powders, ensuring minimal waste and optimal material utilization. This results in significant cost reductions by maximizing material usage and streamlining operational workflows.
The system’s design prioritizes operator ease of use, with automated processes and intuitive controls that reduce manual intervention, enhance efficiency, and minimize the potential for human error. Additionally, safety is a key consideration, with features such as sealed environments, a ground monitoring circuit, and controlled powder handling, minimizing operator exposure to hazardous and/or combustible materials and reducing the risk of contamination. The combination of vacuum removal and sieving processes also reduces downtime, leading to faster print cycles and enhanced process efficiency.
The AM-MPRR system supports sustainability objectives by minimizing waste and promoting resource optimization. Furthermore, it guarantees that reconditioned metal powders consistently meet the stringent quality requirements of high-performance additive manufacturing applications, ensuring reliable results in critical additive manufacturing environments.
Dive Deeper: Meet our solutions.
VAC-U-MAX Metal Powder Recovery Systems: AM-MPRS™ & AM-MPRR™
VAC-U-MAX offers two main systems for metal powder recovery, each of which can be customized for your process. Both options are closed-loop systems, protecting material from contamination, maintaining moisture content, and significantly reducing the risk of operator exposure to dust. Reclaimed powder can be reused immediately, blended with virgin materials, collected for storage, or set aside for recycling.
Our systems feature VAC-U-MAX plug-and-play design and are easily serviced—no tools needed—and their low profile, portable design makes them easy to maneuver around multi-printer facilities. Select a system below to learn more and view full specifications.


Image gallery
How Pre-Engineered Conveying Systems Evolve to Meet Demand
Tech Article
Engineering Pneumatic Conveying Solutions for High Throughput, Repeatability, Ease-of-Use & Installation
Pneumatic conveying is a critical technology in the dry bulk solids processing sector, delivering powders and granular materials through controlled airflow. For process engineers, its value extends far beyond simple material transfer: vacuum conveying minimizes dusting, eliminates manual handling, reduces wear on downstream equipment, and enables consistent, repeatable convey rates that support tight process tolerances. As industries push for cleaner operations, improved worker safety, higher automation, and seamless integration with mixing, dosing, blending, packaging, and extrusion; vacuum conveying continues to gain traction as the preferred method for dry bulk material handling and transfer.

Although the fundamental physics remain consistent, practical system design can vary significantly based on material behavior, plant footprint, throughput targets, and regulatory or safety constraints.
Over the decades, VAC-U-MAX has advanced the field with innovations such as pre-engineered vacuum receivers, direct-charge loading into vacuum-rated process vessels, and fully mobile conveying solutions, bringing vacuum conveying to the process. While specific equipment may differ among suppliers, the engineering principles that guide reliable pneumatic conveying remain universal across the industry.
Pre-Engineered Vacuum Conveyors and Functional Components
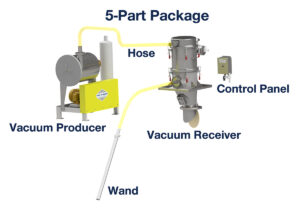
A pre-engineered vacuum conveying system is designed as a modular, flexible solution for vacuum conveying dry bulk solids and powders. While configurations can vary depending on the material and application, each system is built around five core components that work together to ensure reliable, efficient transfer of dry bulk solids.
At the heart of the system is the vacuum conveyor, the primary vessel where conveyed material is collected. These conveyors are designed for quick, clean discharge and easy maintenance, often incorporating specialized filter media to handle fine or dust-prone powders. Providing the necessary suction is the vacuum pump or blower system, which may use rotary lobe, regenerative, venturi vacuum technology depending on material characteristics and throughput requirements.
Material moves through tubing or piping, engineered to reduce friction and protect the integrity of the product as it travels from source to destination. A wand is supplied with pre-engineered systems, and material enters the conveying line, ensuring smooth, non-plugging operation. Completing the system is the filtration or dust collection assembly, which protects the vacuum producer from fine particulates and ensures clean air discharge through cartridges, filter bags, or cyclonic separation. Together, these elements form a cohesive, dependable vacuum conveying solution for a wide range of dry bulk materials.




Engineering the Conveyor-Filter-Discharge Valve Interface for Reliable Vacuum Transfer
Vacuum conveying performance is fundamentally influenced by the design of the vacuum conveyor body, its interaction with material flow behavior, and the equipment being loaded. Vacuum conveyors are manufactured in three primary body styles, each engineered to address distinct material characteristics and process conditions.
Vacuum conveyor body style selection is driven by material flow behavior. Concentric-cone designs are suited for easy-to-convey, free-flowing powders that move reliably under low cohesion. Offset-cone vacuum conveyors are used for harder-to-convey materials with moderate cohesiveness, variable bulk density, or irregular particle shape that require improved flow conditioning.
For the most challenging applications, Tube Hopper configurations are engineered for difficult materials that tend to clump, bridge, or rathole, providing the vertical-wall flow assistance needed to maintain consistent discharge and prevent flow obstruction. Selecting the appropriate vacuum conveyor body style is foundational, as conveying performance is directly linked to the material’s mass flow.
Filters Determine Vacuum Conveying System Efficiency
As the vacuum producer establishes the system’s driving force, the filtration assembly focuses on airflow quality and stability. Vacuum conveyor filters commonly incorporate non-stick, static-conductive media delivering 99.9% efficiency at 1 micron, ensuring reliable air-material separation and rapid dust release with each batch conveyed.
Vacuum conveyor filtration options are selected based on particle size distribution, overhead space, hygiene or sanitation requirements, and maintenance constraints.
- Sock-Type filters: Sock-type filters feature smooth-surface media for low residual dust retention and fast pulse-cleaning, making them ideal for pharmaceutical and food applications requiring stringent sanitation.
- Cartridge filters: Cartridge filters provide a high surface-area-to-volume ratio that supports compact conveyor designs while maintaining filtration efficiency capacity and stable vacuum levels under continuous-duty operation.
- Side-access pleated bags: Side-access pleated bags offer expanded filter area with improved dust release and stable differential pressure across extended cycles, along with convenient service access in confined spaces.
- Top-access pleated bags: Top-access pleated bags enable clean-side filter removal, potentially eliminating confined space procedures, for facilities that require reduced exposure maintenance procedures.
- Uni-filters: For lower-rate conveying systems, uni-filter assemblies deliver excellent dust release and simplified upkeep where maximum filter area is not a primary requirement.
Filter selection must align with expected dust loading, particle-size distribution, material abrasiveness, and the pulse-cleaning frequency required to preserve steady-state airflow.
Discharge Valve Selection and Integration
Discharge valve integration with the vacuum conveyor and filtration assembly is essential for maintaining batch consistency, discharge reliability, and overall vacuum integrity. Discharge options include:
- Powered or counterweighted dump valves for rapid-cycle batch release;
- Knife or orifice gates for precise metering into downstream equipment;
- Rotary valves that provide airlock functionality for continuous conveying or metered discharge; and
- Wafer or butterfly valves suited to compact installations requiring straightforward flow isolation.
Selecting the appropriate discharge valve requires evaluating sealing performance, material compressibility, downstream pressure conditions, and the mechanical demands imposed by the conveying duty cycle.
Material Behavior and Conveying Dynamics

From a process engineering standpoint, understanding material behavior is the starting point, and often the limiting factor in successful pneumatic conveying design. Dry bulk solids do not behave uniformly; their conveying performance is governed by a complex interaction of particle size distribution, shape, bulk density, cohesiveness, friableness, moisture content, and angle of repose.
Fine, cohesive powders such as silica, starch, carbon black, and titanium dioxide tend to agglomerate, resist flow, and require higher energy to entrain. In contrast, free-flowing granular materials like sugar, salt, or polymer pellets accelerate more readily in an airstream but may carry risks of impact damage or attrition under excessive velocity. Even small formulation shifts, environmental changes, or batch-to-batch variability can alter how a material behaves inside a conveying line.
Besides pickup velocity at the beginning of a convey line, a key design parameter for any pneumatic system is the saltation velocity, the minimum air velocity required to keep solids fully suspended and prevent particle dropout in horizontal lines.
Determining this velocity is fundamental to sizing the vacuum pump, selecting pipe diameters, defining safe operating velocities, and predicting system stability under different load conditions. Falling below saltation velocity increases the likelihood of line plugging, surging, excessive wear, and process interruptions; exceeding it can cause product degradation, segregation, or loss of yield.
Because every material responds differently to acceleration, entrainment, and airflow, material testing is very important. Controlled laboratory trials allow engineers to characterize flowability, assess cohesive tendencies, measure entrainment behavior, and observe potential issues such as agglomeration, abrasion, or electrostatic charging. These insights directly shape decisions such as pickup device geometry, vacuum receiver design and configuration, filtration strategy, line routing, and allowable velocity range.

Cohesive or poor-flowing powders often require specialized pickup assemblies, regulated feed mechanisms, or enhanced vacuum levels to achieve stable transfer. Abrasive materials may necessitate wear-resistant elbows, reinforced receivers, or velocity management to extend system life. Friable or fragile materials benefit from gentler acceleration profiles and reduced conveying velocities to avoid breakage.
Ultimately, material conveying behavior dictates nearly every engineering choice in pneumatic conveying, from the vacuum source and filtration strategy to discharge options, and testing ensures the vacuum conveying system performs reliably under real-world operating conditions.
Because pneumatic conveying performance is directly influenced by how a material behaves in an airstream, its cohesion, aeration response, bulk density, moisture content, and susceptibility to attrition, the selection of a vacuum conveyor depends on accurately understanding these properties.
Even modest variations can alter the required conveying rate, receiver configuration, or filtration approach, making material characterization a critical engineering step when scaling up a process, or adding a new packaging line.
When process engineers partner with experienced pneumatic conveying specialists, much of the guesswork in specifying a conveying system is eliminated. Pre-engineered vacuum conveying packages offer “off-the-shelf” conveying know-how, available in standardized five-part packages, ready to install and integrate into new or existing lines. These engineered packages help ensure the system aligns with the application’s required throughput range, cleaning methodology, footprint, headroom constraints, and the control packages, while reducing design guesswork keeping up with manufacturing demands.
Application-Specific Engineering Across Industries
Vacuum conveying requirements vary widely across pharmaceutical, nutraceutical, food, and petrochemical and chemical processing environments. Each industry imposes distinct considerations including sanitary designs, containment levels, abrasion resistance, moisture sensitivity, or compatibility with combustible dusts. Optimal system performance is achieved through material characterization, process evaluation, and collaboration with vacuum conveying specialists who can match conveyor design, filtration media, and discharge valve technology to the material’s behavior and operational demands.
Streamlining Material Transfer with Pre-Engineered Solutions

Pre-engineered vacuum conveying systems simplify bulk material handling by delivering ready-to-deploy solutions engineered for specific applications and material types. By matching conveyor design, filtration, and discharge technology to the material’s flow characteristics, these systems ensure reliable, repeatable, and hygienic transfer while minimizing installation complexity and engineering time.
Direct charge blender loading and mobile vacuum conveying highlight the flexibility and efficiency of pre-engineered solutions. Direct charge blender loading systems vacuum convey powders and granules precisely into blenders, reducing manual lifting, improving batch consistency, and maintaining material integrity. Mobile vacuum conveyors allow quick relocation between process points, minimizing dust, stair climbing, and handling labor while maintaining high-performance vacuum conveying across multiple production lines.
These pre-engineered systems are purpose-built for their respective application niches, from free-flowing powders to highly cohesive or fibrous materials, helping process engineers optimize production, reduce downtime, and improve workplace safety. By integrating targeted designs, filtration, and discharge technology, pre-engineered vacuum conveyors streamline workflows, enhance efficiency, and allow engineers to focus on maximizing process performance rather than managing material transfer challenges.
Pre-engineered vacuum conveying systems represent a turnkey approach to bulk material handling, delivering precision, reliability, and safety while making the process engineer’s job faster, easier, and more efficient. They are the engineered solution that transforms how powders and bulk solids move through the production process.
Written by Doan Pendleton, this was the Technical Exclusive cover article for Powder Bulk & Solid’s January 2026 issue.
Dive Deeper: Learn about the product line.
Signature Series™ — An Easy-to-Integrate Modular Solution
The VAC-U-MAX Signature Series™ is an easy-to-integrate 5-part solution for powder and bulk solid transfer. This family of packaged vacuum conveying systems deliver plug-and-play convenience with engineered precision. Each system arrives preconfigured for fast setup and reliable performance, eliminating complex installation and minimizing downtime.
Learn more about our Signature Series packaged conveying solutions →
Image gallery
Vacuum Conveyor Yields Higher Wages at Milling Operation
Case Study
Pneumatic automation of material transfer cut production time from 12 to eight hours and reclaimed previously lost product, freeing up financial resources to increase hourly wages.
Since running her own artisanal bakery where she baked breads in brick ovens with flour milled in-house, former baker, Jennifer Lapidus, now a miller and founder/general manager of Carolina Ground, a boutique flour mill located in Hendersonville, North Carolina, has let her business decisions be informed by the reality of how the labor of production feels.

“I look at it through the lens of how we can be doing things better, more efficiently, easier on the body, and in a way that will make things better on more than one front,” said Lapidus.
One of the early pioneers in the revitalization of locally grown stone-milled flour production that connects the farmer, miller, and baker, Lapidus said there really wasn’t a modern example of this type of food production to replicate when Carolina Ground first opened its doors in 2012.
Like most startups, human capital and manual labor powered much of production. “In the beginning some of the ways we did things were archaic,” says Lapidus. “During our first year, a manufacturer’s representative for VAC-U-MAX visited and saw what we were doing with a single mill and a bucket elevator and let us know what was available for automated transfer, even though we weren’t in the position of buying a lot of expensive equipment.”
Known for their expertise in food-grade systems for major food manufacturers including General Mills, Kraft Foods, and Kellogg Company, as well as many smaller specialty food manufacturers, Belleville, NJ-based VAC-U-MAX specializes in the design and manufacture of pneumatic systems and support equipment for the conveying, weighing, and batching of dry materials.

With nearly 70 years of experience handling more than 10,000 bulk materials and powders, the company is a pioneer with many firsts, including developing the first venturi-powered vacuum producer that operates on compressed air.
Vacuum conveyors are inherently safer and more efficient than manual transfer of materials and some of the most common reasons that facilities implement them is to meet increased demand; mitigate ergonomic, fall, and fugitive dust hazards; reclamation of expensive materials; and improving product quality through precision ingredient delivery or by eliminating cross contamination.
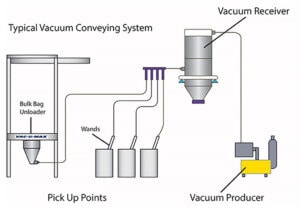
Vacuum conveyor systems consist of four carefully selected components to fit a customer’s process and needs—a pick up point where material enters the system, a vacuum receiver (aka filter receiver) that collects transferred material, a vacuum producer that powers the system and a control module that regulates conveying cycles and integrates with other machinery.
As Lapidus gained her footing in the milling arena and her tiny mill’s orders were on the rise she began to look for ways to work smarter while still being intentional about how she grew and mechanized the mill.
Smart Solutions
One of the first upgrades for the mill was replacing the bucket elevator that fed grains into the hopper above the mill. Bucket elevators have many moving parts, such as belts, motors, bearings, and sprockets, making them costly and time-consuming to maintain—and dusty production environments reduce their lifespan and increase the risk of a combustible dust explosion.
Lapidus replaced the bucket elevator that fed grain into the mill with a small rotary airlock system from the manufacturer of her 48-inch stone mill. That system was more or less a generic option for transporting grains into the mill’s hopper, and frequently experienced clogs at a 90-degree elbow causing backups in production.

Often generic one-size-fits-all solutions don’t calculate for all conditions in system design, which can cause problems in performance; and, during their fifth year in operation, Carolina Ground purchased its first VAC-U-MAX compressed air-powered vacuum conveyor to feed grain from totes into a hopper above the mill. “It’s a simple system,” says Lapidus.
Compressed air-operated vacuum conveyors are by far the safest and most economical method for transferring powders and bulk solids as they have no moving parts and are, by design, intrinsically safe, generating no heat or sparks.
Where compressed air is not sufficient for an air powered system, or when conveying materials at higher rates and longer distances, alternative vacuum sources like positive displacement pumps or regenerative blowers are used as appropriate.
Though the milling operation was using a vacuum conveying system to feed grain to the mill, it was not capturing the flour exiting the mill efficiently and safely. The flour from the mill collected in buckets below the mill and then workers flipped the buckets over into bags, which were repetitive lift-and-twist motions that risked lower-back injuries.
When the mill was producing smaller quantities, this method was workable, but as the demand for Carolina Ground’s stone-milled flour continued to rise, the manual labor to transport 8000 pounds of flour per week from the mill became glaringly problematic. The position of miller was tough to staff.
“It’s really a burnout job. It was a lot of work,” says Lapidus. There were a couple times where, after one day on the job, workers decided that this work was not for them, despite that they bought into the burgeoning business concept of connecting local farmers, millers, and bakers. “It was going to take more than a love of the concept to keep our staff.” says Lapidus.
When the pandemic-related commodity flour shortage further drove up demand for Carolina Ground’s stone-milled flour on the retail end, Lapidus decided to do a full upgrade of the milling process during a planned move to a new facility that better suited the milling operation— now with a second mill—and provided a better working environment.
Again, for Lapidus, “upgrading the process was more about doing what we were doing better, more efficiently and providing a better environment for our millers,” she says. She had gained enough confidence in the market and the process to discern that “mechanizing in strategic ways didn’t dilute the craft element of what we were doing.”
“Our intent was to replace processes that weren’t working for us,” says Lapidus. “With the newest VAC-U-MAX systems everything just became a lot more efficient,” says Lapidus.
Carolina Ground now uses three VAC-U-MAX vacuum conveyors in their milling process—a venturi powered system to feed grain into the stone mills and two regenerative blower powered systems that transfer flour from the stone mills to a bagging system.

Each of the three systems has gravity diverter valves to give Carolina Ground the ability to use one vacuum conveying system to feed two different pieces of equipment. A gravity diverter valve acts similarly to a splitter valve, facilitating the use of one vacuum receiver instead of two. The gravity diverter valve has a blade inside that switches from one direction to another, allowing material to feed into the appropriate vessel.
The compressed air-powered system, designed to deliver grain from sacks into hoppers, can service both mills; a surge bin gives Carolina Ground the ability to batch feed with the system by closing off a bin in order to measure how much material is dropping into the hopper when they want to do any blending.
“I like the dual system. I didn’t want to have to have two of everything and VAC-U-MAX was able to make that happen for us.,” says Lapidus.
Although Lapidus didn’t want two of everything, she did want each of the mills to have their own conveying system to transfer flour from the mills. After having problems with that first airlock system clogging at the 90-degree angle in the pre-VAC-U-MAX years, she preferred the redundancy of two systems and the ability to shut one off when volume dictated. Carolina Ground processes flour on demand producing between 6000-12000 pounds per week.
The two regenerative blower powered vacuum conveying systems operate independently and each can feed two different packaging systems. “I’m really happy with having two separate systems. The whole project worked out really, really well,” says Lapidus.
“The VAC-U-MAX system is an amazing improvement. It has reduced our 12-hour shift down to eight hours, and because of that, we are able to pay everyone a little bit more per hour,” says Lapidus, “and our backs are in a lot better shape because there is a lot less heavy lifting.”
Shaving four hours from production and eliminating the need to physically transfer 8000 pounds of flour per week fits with Lapidus’ ethos of doing things better, more efficiently, and reducing wear and tear on the body. The vacuum conveying systems also delivered on the concept of doing something in a way that makes things better on more than one front: it reduced the amount of fugitive dust in the environment and enabled Carolina Ground to reclaim previously lost flour that collected at the bottom of the bucket elevator.
Fully enclosed vacuum conveying systems protect materials from air, dirt, and waste. Because product does not escape the system, particulates are prevented from entering the environment, where they can endanger workers’ respiratory health, or settle on equipment and surfaces, posing an explosion hazard.
Cleaner more ergonomic workspace, reduced waste, improved product quality.
These vacuum conveying systems have “profoundly reduced the amount of dust in the plant,” Lapidus says. “We still clean for an hour a day, but now we have very little dust, it’s easy.”
“And that lovely oily flour that we used to lose to the pig farmer with the bucket elevator is no longer lost with the VAC-U-MAX system. We are able to recapture it, cycle it back into our stream, and run it right through our product line—there is no loss,” says Lapidus.
“Everything that was so hard has just a become a lot easier with the VAC-U-MAX systems. We have less waste, we have less dust, and we have better quality product,” says Carolina Ground’s Lapidus.
Image gallery
The Basics: An Overview of Vacuum Conveying
Tech Article
How does vacuum conveying work?
Simply put, vacuum conveying (aka pneumatic conveying) is the process of moving bulk dry materials from place to place using suction. Material is transferred from the pick-up point (or source), through a network of tubing to the vacuum receiver, and on to the customer’s process. Most vacuum conveying systems transfer product to the vacuum receiver based on a timed interval. At the end of the timed sequence, the discharge valve opens and the conveyed material discharges into the process.
Because they can be made to USDA sanitary standards, pneumatic conveying systems are popular in the food, pharmaceutical, and chemical industries. Applications can include loading a mixer, tablet press, volumetric or gravimetric feeders; feeding into a packaging machine; or any other application where bulk dry powders need to be introduced into to the process.
There are two types of vacuum conveying. Dilute phase conveying and dense phase conveying.
- Dilute Phase Vacuum Conveying: As the name suggests, the material is entrained in the air stream (suspended in air) and is almost equal parts air and product. This method is excellent for conveying almost any type of non-abrasive powder, like sugar or flour.
- Dense Phase Vacuum Conveying: In dense phase conveying, the material is transferred in slugs (clumps or plugs) within the convey tubing. The material moves more slowly, making it an excellent choice for delicate, friable product or blends of powders.
Do I have to know exactly what I need before contacting you?
No! We don’t expect you to be a an expert in the field of vacuum conveying. What we need is for you to be an expert in your field, your facility, and your process. With that information, we can work together to dial in the system that will best fit your needs, location, and budget. Here are the ten main factors that we take into account when customizing a solution for a client:
- Material Bulk Density: Density is a good first design indicator when it comes to component size and air volume flow rate.
- Conveying Distance: Knowing how far your material needs to travel (and if it’s got any 90-degree sweeps along the way) helps us determine the required airflow to move the product to your exact specifications.
- Conveying Rate: How many pounds of material do you need to move per hour?
- Batch vs. Continuous Conveying: Do you require precision weighing? A delicate touch? A steady, uninterrupted supply of material into the supply line? This, along with the convey rate, has a significant effect on the size of the system.
- Material Characteristics: Is your material gossamer fine? Friable? Sticky? Heavy like mud? We have worked with over 10,000 materials over the years, and you’d be surprised at how the subtlest variation can make a difference when it comes to the fine tuning of a system.
- Material Container: Is the material coming to you in drums, bags, bulk bags, etc?
- Pick-Up Point: How do you plan to feed the materials into the line? We can help you determine which pickup method is best—wand, bulk bag unloader, docking station, etc—and, if needed, we can customize the pickup point to ensure max flow, efficiency, cleanliness, and safety.
- Process Equipment: Feeders, mixers, extruders, fillers… Where’s the material headed?
- Headroom: How much height do you have to work with?
- Plant Site & Industry Environment: Are you at altitude, in a humid climate, near a body of salt water? All of these factors and more can affect the flow of a material!
Want to learn more?
Read our article Top 10 Considerations for Pneumatic Conveying System Design.
Advantages of a VAC-U-MAX Vacuum Conveying System
Pneumatic conveying has many benefits, from safety and compliance to improved product quality, a more streamlined workflow, and lower overhead.
- Dust-free transfer of powder. As opposed to positive pressure conveying where leakage is outward, vacuum conveying pulls inward, keeping the dust within the system, minimizing dust, and preventing product loss.
- Easy to clean. VAC-U-MAX vacuum conveying systems are designed to be easy to disassemble – no tools needed.
- Small footprint. When using a vacuum conveyor, the tubing or hose takes up little or no floor space within your facility, allowing you to maximize your space and freeing up the floor.
- Efficient conveying method of powders. Pneumatic conveying offers you greater control, precision, and consistency, and can often handle a higher volume of material.
- Easy to install. All VAC-U-MAX systems are pre-assembled and shipped for easy installation when they arrive at your factory. Most VAC-U-MAX vacuum receivers are also equipped with a suspension frame that allows for support from above or below.
- Low power consumption.
- Improved ergonomics. Pneumatic conveying can protect workers and save on injury costs by eliminating the need for heavy lifting, scooping, and climbing.
Image gallery
San Juan Seltzer Brews Up Safety During Expansion
Case Study
Hard seltzer producer eliminates ergonomic hazards, meets demand, and simplifies process with a space-saving, sanitary vacuum conveyor.
When San Juan Seltzer launched its first production run in 2018, it became part of the spiked seltzer growth explosion and quickly secured its place as a dominant craft spiked seltzer.

With more than 60 years of cumulative beverage industry experience on the team, San Juan Seltzer was able to master this phenomenal growth.
“What started as an occasional brew, quickly became brewing all the time,” says Frank Commanday, technical director, at San Juan Seltzer. Commanday has over 30 years of practical experience in the beverage production industry and has been with the company since its founding.
With production nearly doubling each year, it wasn’t only the frequency of brews that increased; volume increased 3-fold. It was soon apparent that manual loading the cane sugar into the brew house mixing tank bag by bag was no longer practical.
With larger batches, a single fermentation run required just over three tons of cane sugar to produce the alcohol base for its spiked seltzers. “Manually loading 50-pound bags into tanks at that volume is just not workable,” said Commanday. “Not only is it inefficient and labor intensive, it is also potentially dangerous. Lifting and twisting risks back injury.”
Seeking a Solution

When seeking an automated solution, the seltzer producer had three primary considerations. First and foremost was to address the health and safety issue of workers manually lifting 50-lb sacks of sugar from a pallet up a flight of stairs to another worker on the platform, who had to open each sack and dump it into a mixing tank. The second was to free up personnel to perform other tasks. The third was to eliminate the need to bring pallets of sugar through the brewing area, where they impeded access to tanks, hoses and other equipment.
“Tried and true is the way to go,” said Commanday about choosing equipment. “First you look at the most common methods for a given operation, and then apply it to your process to meet operational goals and budget.”
In breweries, automating transfer of malted grains is commonly achieved with the use of low-cost augers. Commanday, however, discovered that augers could not handle granular sugar effectively, so he looked to the most common method of transferring granular sugar: vacuum conveying. “I contacted Vac-U-Max because it’s the original vacuum conveyor manufacturer,” said Commanday. “It has been around since the Fifties, with venerable, mature technology.”
With more than 65 years of experience in developing customized conveying systems across a wide range of industries, and testing more than 10,000 materials, Belleville, NJ-based Vac-U-Max has been at the forefront of innovative mechanical and pneumatic design with many firsts. Its systems perform sophisticated operations with little human assistance, delivering flexibility, integration, and efficiency to its clients.
With a history of working with major food and beverage manufacturers such as General Mills, Kraft Foods, and Kellogg Co., as well as many smaller specialty producers, Vac-U-Max has extensive knowledge in the design and construction of sanitary conveying systems that meet FDA and USDA standards.
Vacuum Conveying

Vacuum conveying (aka pneumatic conveying) uses suction to transfer dry bulk materials and powders, gently and automatically through a tubing network easily installed within a facility. Versatile, small-footprint vacuum conveying systems easily integrate with existing processes by routing conveying lines between floors, through partitions, and around machinery, and can easily be re-routed to accommodate process modifications.
Vacuum conveying systems include a pickup point where material enters into the conveying system, convey tubing that transfers material between equipment, a vacuum receiver (aka filter receiver) that serves as an intermediate holding vessel for materials, a vacuum source that powers the system, and a control panel that tells the system how to operate.
Sanitary and hygienic vacuum conveying systems have the same five basic components as standard conveying systems but are constructed with materials and fabrication techniques that meet Current Good Manufacturing Practices (cGMPs).
The pick-up point is the most customized component in a vacuum conveying system and is dependent upon the type of container that holds the transfer material. This dictates whether the pick-up point in a conveying system is a wand, a bag dump station, a bulk bag unloader, or a feed bin.
After choosing a Vac-U-Max system to automate the process of discharging sugar into the mixing tank located in the brewhouse area, with the pickup point in an adjacent room, Commanday chose the best alternative to 50-lb bags for its process.

Bulk Container Options
Automating manual materials handling with vacuum conveyors provides users with wider variety of bulk containers to best fit their unique process and budget. The seltzer company could have stuck with its 50-lb bags and added a bag dump station as the pick-up point, but doing it this way still required manual handling of 50-lb bags which the company wanted to eliminate completely.
For the seltzer manufacturer, 2,000-lb flexible intermediate bulk containers (FIBCs), or supersacks, were the most economic and efficient way of storing and transporting sugar for its process. With 2,000-lb supersacks, Commanday had the option of suspending them from a customized bulk unloader with a rotary valve metering the sugar into the vacuum conveyor.
Bulk bag unloaders provide an easy, clean, and economical way to discharge the entire contents of bulk and semi-bulk bags, especially when the material is less than free flowing. Vac-U-Max customizes each bulk bag unloader to integrate with a customer’s process.
In situations where space and/or cost are considerations, the use of a wand, inserted into a supersack (moved into position with a pallet jack or forklift), provides the simplest solution. Commanday opted for the most inexpensive, low-tech method, using a stainless steel wand to draw sugar from the top of the supersacks into the vacuum conveying system. “A single operator holding onto the wand is far better than having two people lift, carry, load, open, and dump 120 50-lb bags,” he said.
Labor Savings & Improved Working Conditions

While automating the loading cycle with the vacuum conveyor did shave a little time from the process, the real savings came in terms of labor. “I suppose you could say that it takes half the time now since it only requires one operator and not two,” said Commanday. “But the best part is, is that you don’t have people ruining their backs or having to contend with pallets blocking the production area, so the Vac-U-Max system is far more efficient overall. I also really liked and appreciated the service that I got with Vac-U-Max.”
Following Up
After nearly two years in service Commanday emailed Vac-U-Max with questions about his system. Although it had been performing well, caked sugar had accumulated around the filters and the vacuum gauge read 4 in. of suction without a load, indicating some blockage of the filters.
The solution was simpler than he anticipated. The filters are cleanable in-situ with warm water and then left to dry. “Those seven filters are robust, they aren’t going collapse, they don’t need to be changed all the time, and they are efficient,” said Commanday. “It will be a long time before we need to replace them.”
“The Vac-U-Max system has been a real workhorse. It is robust, low maintenance, and very simple to use.”
Image gallery
Vacuum Conveyors: A Panacea for Safety Hazards?
White Paper
Automating with vacuum conveyors is an investment that delivers multifaceted cost benefits.
Automating manual material handling tasks with vacuum conveyors reduces injuries, contains fugitive dust, and can be a remedy for labor force shortages that lead to increased injury incidents.

Vacuum conveyors won’t solve every safety hazard, but they do eliminate a great number of hazards inherent during manual transfer of powders and bulk solids, such as work-related musculoskeletal disorders (WMSD), falls, respiratory issues, and dust explosions.
Until fairly recently safety improvements often fell into the intangible financial category of cost avoidance—reducing the potential for direct and indirect costs of injury and the resultant increase of insurance rates—relegating them to the bottom of the list of capital expenditures.
That model of thinking has shifted to one that bonds automation to safety. Automation increases safety by eliminating tasks that can cause injury, and Liberty Mutual asserts, “an environment of increased safety due to automation can also boost the bottom line.”1
Manpower and labor costs are eternally hot topics across all industries, and the acute manpower shortage plaguing manufacturing today exacerbates manufacturing’s already shrinking workforce.
This acute shortage increases the likelihood of worker injury due to new and untrained workers being more prone to accidents and injury, according to Liberty Mutual, “leading to absences, sick days, and workers compensation claims.”2
Benefits of Vacuum Conveyors
Automating materials transfer with vacuum conveyors regularly produces savings through reduced manpower, reduced materials costs, increased uptime, improved product quality and a healthier, cleaner environment.

Available in a variety of sizes, types and materials of construction, including carbon steel, 304 or 316 stainless, basic vacuum conveying systems consist of a single pick-up point, a vacuum receiver, a vacuum producer, convey tubing and a control panel.
Vacuum conveying systems are fully enclosed, protecting materials from air, dirt and waste. Because product does not escape from vacuum conveying systems, particulates that can endanger workers respiratory health or settle on equipment and surfaces posing an explosion hazard are prevented from entering the environment.
Air-operated venturi powered vacuum producers are by far the safest vacuum source for vacuum conveyors as they are by design intrinsically safe, generating no heat or sparks. Where compressed air is not sufficient, or when conveying materials at higher rates and longer distances, positive displacement pumps are the preferred vacuum source for vacuum conveying.
Suitable for food, pharmaceutical and chemical industries to load mixers, packaging machines, tablet presses, volumetric or gravimetric feeders and any other application where bulk dry powders are conveyed to processes from 300 feet away, vacuum conveying applications and designs are as diverse as industry itself.
Working with a seasoned vacuum conveyor manufacturer with decades of experience handling tens of thousands of powders, rather than an industry-specific equipment distributor, provides organizations a wider breadth of vacuum conveying options to reach organizational goals and budgets.
Vacuum conveyors can be as simple as pre-engineered up-and-in systems that work on timed intervals or can be sophisticated systems that simultaneously deliver materials from multiple pickup points with weighing and batching capabilities.

There are also mobile conveyors, which can be wheeled to different areas within a facility and used with a variety of process and packaging machines, maximizing utilization and floor space. Mobile and column lift conveyors raise and lower material receivers giving workers the ability to clean and sanitize at floor level eliminating the need for workers to clean from elevated surfaces in awkward positions.
Two of the most common reasons that facilities invest in vacuum conveying systems is to eliminate safety hazards inherent with manual handling or to meet production demands. Regardless of the primary goal, vacuum conveyors always provide a safer working environment with multifaceted cost benefits, with labor savings topping the list.
Typically, manual loading of process and packaging machines involves two workers to mitigate hazards associated with lifting and loading materials into elevated equipment like mixers, tumble blenders or auger fillers and therefore requires some climbing. Automating material handling also eliminates the need for two workers for safety purposes.
Bagel Processing Customer
When a global OEM of automation equipment for mid-sized and industrial bakeries designed a new 10-foot-wide topping spreader for a bagel customer its goal was to include a fully enclosed automated loading and reclaim system to eliminate needless labor and open manual handling which poses both worker and food safety hazards.
To fully eliminate laborers needing to climb and work on an elevated surface to monitor even distribution of material across the length of the dispensing machine, the vacuum conveying system included a distribution screw that evenly distributed toppings across the length of the dispensing machine, regulated by a level control.
Beyond eliminating ergonomic, repetitive motion and fall hazards, the bagel producer had significant annual savings in labor and administrative costs since the new system was more set it and forget it, no longer requiring a laborer for duration of the process.

Dust Mitigation
Safety doesn’t always focus on WMSD’s. Quite often, dust is the hazard needing mitigation. Manual dumping of bulk solids and powders creates a lot of dust that can get enter into workers breathing zones and settle in hard-to-reach places.
While vacuum conveying is often used to eliminate these hazards and reduce housekeeping costs associated with fugitive dust, sometimes vacuum conveyors are used as a solution to reclaim materials from dust collectors and prevent buildup within the collector.
In industries where raw materials dominate half of the cost of production, such as the paint and coatings industry, reclaiming and returning materials to the process not only reduces costs, but preserves product quality by ensuring all formulation weights make it into the product.
Paint Production Customer
To amplify the safety of its dust collection system that captures fugitive dusts released during the dispersion process; and, to get ahead of rising materials costs, a major paint producer wanted to automatically reclaim and return the captured dust back into the process using a vacuum conveyor.
Reclaiming Process
The process of reclaiming materials with vacuum conveyors is fairly simple. The captured dust included several fine powders, including Titanium Dioxide, which posed challenges such as sticking, bridging, clogging and ratholing.
Aside from optimizing the vacuum conveying system to handle the challenging of the material’s characteristics and customizing the transitions to return the collected dust to tank, the system was fairly standard. The process is now zero-waste, the operators no longer need to wear respirators (a common benefit of vacuum conveyors) and the vacuum conveyor prevents the dust collector from experiencing a costly backup that requires downtime to remedy.
Reducing downtime is a great motivator to automate materials handling with safer vacuum conveyors—especially in industries where frequent cleaning and sanitation is mandatory.
Nutraceutical and Functional Foods Contract Manufacturer

For a global nutraceutical and functional foods contract manufacturer, air-powered mobile vacuum conveyors are the panacea for efficiency and cost savings on their powder filling lines. The 10 venturi-powered mobile conveyors at its facility conform to FSMA sanitation regulations and require no tools or special mechanical skills to disassemble for product change-over. With mobile units, rolling the conveyor away from other machinery and lowering the receiver allows safe simultaneous cleaning of both the conveyor and machine, instead of one after the other, delivering significant cost savings on changeover and assembly.
Since vacuum conveyors have no moving parts, maintenance is minimal compared to the screw conveyors and hoppers the contract manufacturer phased out. The ability for a single mobile conveyor to service multiple processes results in higher utilization.
Summary
Automating manual material handling with fully enclosed vacuum conveyors provide a safer working environment by preventing potentially harmful fugitive dusts from escaping, eliminating ergonomic and fall hazards associated with manual handling. With current labor shortages, rising inflation, and supply chain issues, manufacturers need to embrace every efficiency and cost cutting strategy. Automating with vacuum conveyors is an investment that delivers multifaceted cost benefits which is key to staying commercially competitive.
1: https://business.libertymutual.com/insights/how-automation-in-manufacturing-can-improve-worker-safety-satisfaction-and-productivity
2: https://business.libertymutual.com/insights/labor-shortage-in-manufacturing-causes-risks-and-solutions
Image gallery
Top 10 FAQs About Direct Charge Blender Loading
Tech Article
Vacuum Conveying to Tumble Blenders Produces Homogenized Results
While pneumatic conveying manufacturers are experts at moving powders and bulk solids, and blender manufacturers are experts at homogenizing powders and bulk solids, direct charge blender loading systems unite these two technologies – automating the process.

Direct charge blender loading eliminates manual lifting of heavy bags, stair-climbing, and messy dumping of product into and out of tumbler blenders, while reducing the overall loading time of tumble blenders. By incorporating dilute phase vacuum conveying technology in your process, powders and other bulk materials are conveyed to tumble blenders at rates up to 6,000 pounds per hour – safer and more efficiently with no spills or waste.
For process engineers interested in the most efficient, consistent, and scalable powder and bulk material mixing solution, tumble blenders and dryers are statistically proven to provide the lowest standard deviation of all options. Today’s modern technological advances in vacuum conveying allow for safer and more efficient operations for applications requiring homogenized mixing – maximizing plant safety and OSHA compliance.
1. What is Direct Charge Blender Loading?
This unique adaptation of vacuum transfer, “direct charge blender loading,” uses a vacuum-tolerant process vessel like a tumble blender as the primary receiver of the powdered material charged to it. Material is vacuum-conveyed into and out of the process vessel – automatically. This automated system loads and unloads pre and post blend bulk materials.
Direct charge blender loading eliminates the vacuum receiver’s conventional loading and discharge cycle, transferring material into the blending process without spills and fugitive dust, keeping housekeeping at a minimum. With material transfer being completely automatic, there is no manual handling of the material, no operator exposure to dust or harmful materials, no ingredient loss or waste, and no product contamination. Material can be drawn from floor level via wand, from bulk bags, or up high from mezzanines. The system is packaged with timing controls and automatic pulse filter cleaning.
2. What are the loading and unloading options?
Direct charge loading technology allows for the vacuum conveying of powders and other bulk solids from various sources, whether a drum or bulk bag, and vacuum conveys the bulk materials to another specific location – the blending vessel. Material can be conveyed from floor to mezzanine, and to upstream process equipment such as screeners or sieves.
Once ingredients are blended, material is then vacuum conveyed out of the tumble blending vessel and conveyed to the preferred post-blend container. This vacuum transfer process is fast, secure, and simple, reducing any chance of batch contamination, waste, loading time issues, or operator exposure to fugitive dust.

3. What types of materials can be vacuum transferred to a tumble blender?
The principal of vacuum transfer has been proven as a “better way” to move a wide range of powders and bulk materials, maximizing process efficiency by eliminating manual material handling. Considerations include material consistencies, moisture content, and/or particle size, but direct charge blender loading technology conveys virtually any dry powder or granular bulk material that can be vacuum conveyed through a hose or tube.
4. How are powders moved into and out of containers or into a process vessel?
The tumble vessel is the center of the mixing project, acting as the vacuum discharge receiver. Powders can be conveyed from any ingredient container such as a drum or tote box, using a hand-held vacuum wand, or a bulk material device like a bulk bag unloader or bag dump station, with material transferred through vacuum hose lines and discharged into the blender vessel. In reverse, the same material transfer vacuum lines can empty post-mix ingredients from the vessel and discharge them directly into the container(s) of choice. Inline filters on the direct charge blender loading system guarantee zero loss of material transfer between drum and vessel and prevent powder from collecting on the pump.
5. Are there any industry standards applied to direct charge blender loading technology?
Process vessel sizes and shapes should be designed and manufactured per USDA-sanitary design standards suitable for the food, beverage, pharmaceutical, nutraceutical and chemical industries. Blenders should be Mill-Certified, inspected, and American Society of Mechanical Engineers (ASME)-certified.
Vacuum conveyors should be designed for cleaning and sanitation requirements for the industry being served. All documentation and testing is consistent with standard cGMP (Current Good Manufacturing Practices) quality controls. Calibration and Material Certification(s) are also available. Safety standards for combustible dusts (NFPA 652) and control of static electricity (NFPA 77) are also applied.
6. What seal options are available on vacuum tumble dryers?
There are two (2) seal options available, standard packing and/or a mechanical seal design. The standard packing options are easy to install, with a lapped tolerance of less than one micron (0.00039 inches). Vacuum dryer systems have extremely low RPMs, making them better for packing. The mechanical seal design is sensitive to installation errors – measurements must be precise. Any vibration or shaft deflection can cause catastrophic results. When cleaning and servicing the units, fluid can solidify, crystallize, become viscous, etc. when the mixer/dryer is not running.
The mechanical seal design does not generate much heat and seldom requires cooling. Newer face materials and the latest elastomers are chemically compatible with a wide cross-section of chemicals and cleaners. Mechanical seals are better than packing when designing a high-speed shaft application. Packing is best for slow-speed or high-temperature applications. Packing seals and mechanical seals will hold the same vacuum and maintain the same transfer leakage rate.
7. What do I need to know about vacuum tumble drying?
Vacuum tumble drying is approximately three times faster than a tray dryer. This approach provides low temperature drying for heat sensitive materials and allows for inert atmospheres without oxygen contact. Vacuum tumble-drying systems allow product mobility without segregation or classification of fines.
Depending on the application, it can also provide low final moisture content, produce predictable, repeatable, and scalable results, and limit any potential for contamination. Additionally, the vacuum pump can be located in separate mechanical room, up to 500ft (15m) away from the blender, saving floor space and noise in the blending suite.
8. What is the best blender vessel shape for drying: double-cone, slant-cone or V-shape?
The critical element in determining vessel shape for drying is the ratio between heated surface area inside the vessel and the volume of material load inside the unit. The lower the load level, the better the ratio and the faster the drying. Albeit slight, double cone units have consistently larger surface areas versus V-shapes for the same working volume, however, the V-shape has a somewhat more significant advantage over double cones.
Slant cone units have slightly more surface area than similar double cone units. Accurate scale-up of tumble dryers is possible using this ratio. As the ratio goes down with larger units (more material, less surface area), the time required to dry will increase.
9. What is a dummy hose station?

A dummy hose station is for operator safety. A direct charge loading system may be equipped with optional dummy hose stations. These devices are wired to the blender control panel and integrated into the loading sequence programming. When blender loading is completed, operators must connect both the vacuum hose and convey hose to the respective dummy hose station. Each hose station is designated for a different sized hose to prevent a mismatch.
If both vacuum hoses are connected correctly, the blender can begin tumbling. If one or both vacuum hoses are not connected, or connected incorrectly, the operator will be prompted to correct the hose connections before the tumbling will be permitted. A dummy hose station also provides a sanitary benefit by closing off the end of the hose when not in use, discouraging dropping the hose couplers on the floor which may damage the coupler or ferrule.
10. Does direct charge blender loading require any routine maintenance?
Direct charge blender loading technology automates blender loading by eliminating manual lifting and dumping. It is important to inspect convey hoses after each use and check for leaks of powder due to internal or external abrasion or excessive bending. Since this technology incorporates dilute phase vacuum conveying (not pressure conveying), any leaks are inward.
Other routine maintenance includes inspection of dust filter(s) on the blender loader filter separator, and inlet adaptor on the front of the blender loader filter separator. Clean the interior of the blender loader filter separator in accordance with your sanitation and quality control procedures. This may be as frequent as following each usage, or simply when the ingredients in the blend are changed. On a quarterly basis, inspect the polytube compressed air tubing for leaks or any loose connections, as well as the ports on the vacuum vent valve.
One System with Homogenized Results
Direct charge tumble blender loading eliminates the vacuum receiver’s conventional loading and discharge cycle. The system transfers all material in and out of the tumble blending vessel without spills and fugitive dust, keeping everyone safe, clean, and housekeeping at a minimum. Material transfer, and precise blending and drying are all completely automatic, with no manual handling of the material, no operator trying to figure out blending times or recipes, no operator exposure to dust or harmful materials, no ingredient loss or waste, and no contamination.
Material can be drawn from floor level via hose or tubing, from bulk bags, or mezzanines and discharged into the tumble mixer or dryer. The system is packaged with timing controls and automatic pulse filter cleaning. Controls for mixing and drying, and controls for the vacuum pump can all be remotely located and monitored.
Contact us for more information about VAC-U-MAX Direct Charge Blender Loading Systems and for RFQ.
Image gallery
Sucking the Cost—and Complexity—Out of Conveying Systems
Tech Article
Today’s economic mandate is one of simplicity and cost-efficiency.
In choosing a system for the safe, clean conveyance of materials, it seems that the choices can be remarkably complex. Prior to such a choice, a facility is usually operating with live personnel, open conveyor belts, and implements such as buckets. While employees may be protected by proper clothing, masks, and goggles, materials are exposed to the air and dirt, waste is a constant worry. Expensive equipment is endangered by particulates that can slow or jam it.

In today’s operating environment with its constant economic pressures and forced attention on the bottom line, it then becomes mandatory for companies to seek alternatives and improvements such as pneumatic conveying systems. It seems so simple.
Why, then, when having to confront all the possible options for such a system, does it appear to require an engineering degree? And even those folks are going to have a hard time when posed with questions such as, should the system be dilute phase or dense phase? Should the system be vacuum, pressure, or combination?
Given the physical properties of your materials, how exactly will they be best conveyed? What is the friction factor of your solids? How do you calculate the expected losses of pressure throughout the system? Given that oxygen doesn’t mix well with some chemicals, what gas should you utilize? It even gets worse when you find you have to figure in factors such as solids velocities in horizontal, diagonal and vertical pipe runs and gas densities.
Okay, Hold Up!
Let’s take a deep breath, a giant step back, and remember our original reasons for wanting to do this in the first place. The reasons are relatively simple and, fortunately, so are the choices involved.
In evaluating a pneumatic conveying system, a company wants to be convinced of three basic pieces of information:
- Is the system going to truly automate a process? If a particular process now involves 5 personnel, can most or all of those personnel actually be eliminated from the process and assigned elsewhere? Will it actually be possible to run that process with little to no further attention, save perhaps periodic monitoring?
- Is the system really reliable? Will the system run 24×7 without babysitting? Will it stand up to the required process; is it robust and seriously proofed against breaking down? How much maintenance will it require?
- What is the actual cost of the system? The overall price of a system is only the beginning of such a question. How quickly would the system pay for itself? How much actual time and cost will be saved by its implementation?

These questions each tie into one other, and each and all must be answered in detail. Fortunately, if reliable expert assistance is sought, that first set of horribly niggly engineering-type questions need not be solved by a facility, and the important questions as above can be answered fully by an outside expert and to a facility’s satisfaction.
An understanding of material characteristics is essential when designing a vacuum transfer system—experts often already possess data about a particular substance’s behavior and will test within a proposed configuration to ensure it will work properly. This knowledge must, by necessity, be extensive.
For example, there are often several product grades within the same product group and those forms may have completely different characteristics such as free flowing, sluggish or non-free flowing. One grade of Zinc Oxide may have the consistency of talc, while another might be more cohesive and adhere to inside surfaces of conveying tubes.
Experts in pneumatic conveying solutions, such as Vac-U-Max, an early pioneer of vacuum technology, are skilled in designing proper solutions based on application specific needs. Rather than trying to dazzle you with the complexity of the technology, a pneumatic conveying company who routinely designs and builds custom pneumatic conveying solutions will most likely have an idea of how to tailor a system to meet present and future needs and will be able to provide solutions that work properly out of the box in the facility.
VAC-U-MAX has large-scale testing facilities at its New Jersey headquarters where tests are performed to confirm material flowability and the required convey rate for materials specific to end user applications.
Individual Cost-Saving Benefits
Implementing the correct pneumatic conveying system—or correctly expanding an existing system—yields numerous benefits, and when working with a company that has experience in solving a wide range of problems, switching to pneumatic conveying system is a simple solution that yields amazing cost benefits.
Cleanup

The right system means reduced or eliminated cleanup. Because the system is fully enclosed, problems with particles escaping and messy accidents are eliminated and so is the labor-intensive cleanup from floors and surfaces, and unnecessary cleaning of machinery. A fully enclosed system also translates to a healthier work environment because it reduces or eliminates worker exposure to hazardous substances and deadly dust that can cause explosions.
Although engineers on the plant floor do everything, they can to protect workers, such as using extensive exhaust ducting and respiratory protection for the workers in the area, they often continue to search for a better solution.
One such company worked with a pneumatic conveying expert and found an alternative to manually dumping 50lb bags of toxic material into a mixer on the plant floor. The solution was to use a monorail-mounted hoist to lift and position semibulk bags to an unloader which formed a dust-tight seal against the ring on the discharge opening. Agitator pads and an auger under the storage bin were used to deliver material at a controlled rate into a weigh hopper on the floor below, and then conveyed to a blender on an upper floor which enclosed the material path entirely.
Reclamation
In many industries product reclamation is an important aspect in reducing costs. From fine powdery substances to larger particles such as plastic pellets, pneumatic experts know how to achieve minimal waste.
In one example involving the manufacture of marshmallows, bucket-elevator type systems had been being used which just threw starch around. Outside of the need for bi-weekly cleaning, the company was also wasting substantial quantities of a valuable ingredient in the process.
The solution was to install vibratory pans within a pneumatic conveying system that shake loose excess starch from the marshmallows as they exit cooling drums. The starch goes through filter separators and is recycled back to manufacturing for reuse. The safe, enclosed system reclaims about 1,000 pounds of starch a day and reduces product loss by up to 2 percent.
Streamlined Production
Often companies seek out pneumatic conveying solutions to improve production because the material moves quicker and there is less room for error. This is especially true with processes that are operated with open conveying systems and containers that need to be moved, filled and emptied by personnel. Pneumatic systems convey material from closed hoppers through closed lines and requires little to no intervention.
Since labor is one of the highest costs in a plant or facility, reducing man-hours becomes a prime target of any executive interested in reducing operating cost. A prime benefit of a pneumatic conveying system should be the reduction of man-hours. Where numerous staff were previously required to manipulate material, there might now be the need for only one to add material at the front end of the process.
One company knew they needed to make dramatic changes in order to assure their future and compete with major players. Their human-assisted blending process had severe limitations, costing the company 20 minutes to blend 1.5 tons of product. With pneumatic conveying, that same output was able to be completed in 20 seconds—a 60-fold improvement. With the money saved implementing more cost-effective operations, the company was able to invest the cost savings into additional R&D, marketing and sales staff.
Reduced Maintenance
Downtime is one of the worst enemies of a manufacturing facility and immediately impacts revenue. In addition to reduced or eliminated downtime for maintenance, downtime for cleaning is also considerably decreased with pneumatic conveying systems.
A particular facility found that there was virtually no maintenance or cleaning necessary in pneumatic conveying systems because they have few moving parts. They were able to simply clean or swap out hoses and check the motor and oil twice a year. Approximately 30 hours of production per year was added.
Adaptability

Of course, a system should be tailored to the specific material being utilized within the process—and if needed, the system should be able to accommodate different materials if more than one process will be being performed on a line at different times or have the ability to adjust based on the volume of production necessary for specific runs.
For example, one company utilized a pneumatic conveying dump station to feed ingredients to blenders for smaller and normal size orders. But for higher volume products such as snack-food coatings and flour, they pneumatically loaded blenders directly from silos at an even greater rate of speed.
There are even cases when a system must be mobile so that it can be moved to a different location within a plant. If this is a needed requirement, it can and should be accommodated.
Pneumatic conveying systems can be utilized for virtually any material and application, including conveying water treatment chemicals.
Keep Your Eye on the Prize
The entire goal of pneumatic conveying systems is to automate operations and make them more cost-effective; in effect, to simplify processes. Less complexity equals less downtime, reduced man-hours and reduced overall cost. There should not be added complexity in evaluating and choosing such a system. With expert guidance such as that from Vac-U-Max, a company should be able to follow the evaluation elements as roughly laid out above and stick to them—and thereby attain them.
Image gallery
Mobile Powder Conveyors Get-Up-and-Go in Nutraceuticals Plant
Case Study
Contract manufacturer maximizes production versatility, flexibility, and scalability with mobile vacuum conveying systems
Mastering the growth of a company from its humble beginnings in a garage to its current standing as a global nutraceutical and functional foods custom contract manufacturer producing, packaging, and labeling over 4,000 formulations for more than 500 brands in over 75 countries requires continuous investment in facilities. It also requires a commitment to innovation, which is exactly what New Jersey-based Vitaquest has been doing for over 40 years.

Successfully managing a high level of growth requires flawless execution in production and an understanding of how the right equipment contributes to the bottom line.
With a history of being an early adopter of the latest manufacturing technologies to support its customers and anticipate market requirements, Vitaquest leverages equipment to develop novel processes and products, such as the first shelf-stable consumer probiotic and the first stick pack design and delivery system.
Recently the custom contract manufacturer accepted delivery of its 10th mobile vacuum conveyor at its new 200,000 square foot state-of-the-art facility, where it formulates and blends ingredients, processes them into a broad array of dosage forms, and packages them using a wide variety of packaging technologies including pouches, stick packs, jars, and vials.
At Vitaquest, the technology of choice for its powder filling lines are vacuum conveyors, and for more than 20 years the company has worked with US-owned and operated VAC-U-MAX, a pioneer in vacuum technology, for its powder conveying needs. With over 65 years’ experience handling over 10,000 bulk materials and powders, VAC-U-MAX is also a company with many firsts, including the first venturi-powered vacuum generator, direct-loading of vacuum-tolerant process equipment, and vertical-wall Tube Hopper material receivers.
“Vacuum conveyors are the best choice for feeding filling lines for space savings, flexibility, reduced changeover time, simple operation, and minimal maintenance,” says Vitaquest Engineering Manager, Angel Simeon, Jr.
The custom contract manufacturer still utilizes a few feeder screws but is making a conscious effort to move away from that technology. “Screw feeders with hoppers require additional equipment to load the hoppers, and more floor space. They are also heavier and take longer to set up and clean than vacuum conveyors,” says Simeon. “We have VAC-U-MAX mobile conveyors, and we can use them anywhere with our equipment, like our pouching equipment, rotary fillers, and our stick pack lines—really, any of our powder filling lines.”
Added Efficiency
Mobile vacuum conveyors are complete conveying systems that contain all of the same conveying system components that rigidly installed vacuum conveyors have—the vacuum producer, the filter separator, the controls, convey tubing and a pickup wand—but on a compact mobile conveyor frame.
The pick-up wand is standard with the mobile conveyor and is the primary device used by Vitaquest to pull material from plastic lined drums; however, bag dump stations, bulk bag unloaders, mixers and blenders also work with the mobile conveyors.

Like many in the food and pharmaceutical industry that use wands to convey materials from plastic lined drums, Vitaquest’s mobile conveyors utilize a wand with a bag guard (that looks similar to a muzzle) welded to the end of the wand to prevent the bags from being sucked into the conveying line.
Mobile conveyor systems raise the receiver in order to load auger fillers, mixers, reactors, and other processing and packaging equipment and then lower the vacuum receiver back down to ground level for easy and safe cleaning and maintenance.
Vitaquest has a long history of safety practices and is committed to improving its safety program, complete with a dedicated corporate safety manager who scrutinizes equipment and processes and performs regular safety audits in the quest of having zero injuries.
Vacuum conveyors are inherently safer and more efficient than manual transfer of materials, and some of the most common reasons facilities implement them is to meet increased demand; mitigate ergonomic, fall, and fugitive dust hazards; reclaim expensive materials; and improve product quality through precision ingredient delivery.
Mobile vacuum conveyors add another element of efficiency in that a single mobile conveyor system can service multiple processes; and those at the custom contract manufacturer’s facility have a high utilization rate. When one type of packaging machine finishes a production run, it may be idle for the near future, but the mobile conveyor can be quickly cleaned and moved to another room for use with another type of product and packaging machine. Set-up and operation are immediate after connecting to electric power and compressed air supplies. The packaging machines interface with the mobile conveyor to ensure they never run out of ingredients.
“The VAC-U-MAX systems are simple to operate and maintain,” says Simeon. “They have no problem keeping up with our standard use rates of 1,000 pounds per hour for our stick pack and pouch filling lines and up to 3,000 pounds per hour for our rotary fillers.”
The venturi-powered, mobile conveyors at the facility conform to FSMA sanitation regulations and require no tools or special mechanical skills to disassemble for product change-over. Venturi powered units have no moving parts and do not generate heat within the packaging suite. Because there are no moving parts, maintenance in minimal.
“Maintenance is easy,” says Simeon. “It is just a matter of changing out the filter once in a while and the system is ready to go. The units are reliable, and the venturi has a lifetime guarantee.”
Cleaning & Maintenance
Cleaning and maintenance are always safer, more efficient, and effective, when performed at ground level. This is especially critical in industries where stringent FDA and USDA sanitary regulations lead to frequent extended downtime for cleaning.
Most packaging and process machines need to be filled from the top, with a feed opening that could be as high as 10 feet above the ground. While that is easily achieved with a vacuum conveyor, if it’s permanently installed above the packaging machine, all maintenance (e.g., filter changing and cleaning for product change-over) must be performed at that elevated location requiring the use of a ladder, scissor lift, or mezzanine.

Some machines, like rotary fillers, have open-top carousels which can complicate the cleaning process if it takes place where a conveyor is rigidly installed above it. Any debris, tools (or loose parts) that drop while cleaning can fall into the carousel, further complicating the change-over process.
With mobile units, rolling the conveyor away from other machinery and lowering the receiver allows simultaneous cleaning of both the conveyor and machine, instead of one after the other.
Vitaquest utilizes segregated production suites and industry best cleaning practices throughout all its manufacturing and packaging operations. A comprehensive cleaning and sanitization of a production line is performed between each product change over. A rotating schedule of cleaning and production reduces time and maintains a constant flow of finished product. This creates a dynamic environment where at any time, 5-10 production lines can undergo cleaning while the other lines remain operational.
“Cleaning is a whole lot easier and safer,” says Simeon. “With mobile vacuum conveyors there is significant cost savings on changeover and assembly, he says. “Every year or so when we add equipment, we go to VAC-U-MAX because it is the fastest turnkey equipment to feed both our existing equipment and new purchase equipment.”
Direct Charge Blender Loading System
Vitaquest is so pleased with the operation of its mobile conveyors in its packaging suites that it is implementing VAC-U-MAX’s Direct-Charge Blender Loading system to load its 125 cubic foot vee blenders, as well as its ribbon blenders. Direct charge blender loading is a unique adaptation of vacuum transfer, designed specifically for the direct charge loading of blenders, mixers, reactors, and any vessel capable of withstanding a vacuum.
With a facility’s blender or mixer as the primary receiver, the conveyor manufacturer configures systems specific to each application, providing the power source, filters, controls, and adapters. The new system to load the vee blender will reduce safety and ergonomic concerns from excessive ladder climbing for manual loading. It will increase blender throughput by reducing the loading time, and it will be a much cleaner operation than manually dumping ingredients into the blenders from the mezzanine.
Currently the ribbon blenders are loaded with flexible screw conveyors which can degrade the ingredients and take significantly longer time to clean during changeovers.
Conclusion
“The new VAC-U-MAX conveyors will eliminate an entire step in charging our blenders. It will save us a ton of time and extra manual labor the moment it is installed, and increase safety,” says Simeon.
“The best thing about any piece of equipment is when you don’t hear about it—and we hear nothing about the VAC-U-MAX systems—not from the supervisors, not from the workers, not from sanitation and not from our safety supervisor. VAC-U-MAX is responsive to feedback and easy to work with when honing our systems to work flawlessly. I was here when we got the first mobile conveyor and each time we purchase a new system, it is better than the last,” says Simeon.
VAC-U-MAX and Vitaquest are both industry leaders in developing technologies that advance their respective markets, and the “mobile conveyors support the Vitaquest motto of ‘Delivering What’s Next’ to our customers,” says Simeon.
Image gallery
Boosting Profitability & Reducing Safety Risks with Vacuum Conveyors
Tech Article
Vacuum Conveying: Not Just Moving Materials
Vacuum pneumatic conveying systems, which move material via suction, have many uses within the powder and bulk solids industry. The primary use of vacuum conveyors is to transfer material to and from processing or packaging equipment. One use that’s gaining in popularity is loading large-scale mixers with vacuum conveying systems. From chemical applications to sanitary design processes, loading large mixers, which are often 6 to 7 feet tall and have open and close hatches, can be challenging and risky to personnel’s safety.

Traditionally, processors have used manual and mechanical means to load mixers, but more and more processors are turning to vacuum conveying systems. Along with transferring material into mixers, these conveying systems help to reign in fugitive dust, eliminate hours of laborious sanitation protocol, mitigate safety hazards, and combat rising materials costs.
Vacuum conveying systems are fairly simple and consist of five basic parts: a pickup point where material enters into the conveying system; convey tubing that transfers material between equipment; a vacuum receiver that’s typically equipped with a filter, and therefore often referred to as a filter-receiver, which is an intermediate holding vessel for materials; a vacuum source that powers the system; and a control panel that tells the system how to operate. Figure 1 shows a vacuum conveying system and a vacuum receiver.
Increased safety is one of the more common reasons processors seek vacuum conveying systems for material transportation, as manually handling materials is hazardous. Manually loading mixers typically requires operators to climb stairs to a mezzanine to load the materials. This arrangement presents fall, exertion, repetitive motion, and awkward position hazards. In addition, manually loading bulk solids and powders into a vessel creates a dust cloud that can be hazardous, get into operators’ breathing zones, and settle on nearby equipment.
Comparing mechanical and vacuum conveyors
Although there are still many processors that opt for manual ingredient transfer into mixers, some use mechanical conveyors as a remedy for the associated hazards. Dollar-for-dollar, mechanical conveyors are less expensive to operate than vacuum conveyors because they only require a power source unlike vacuum conveyors that need a power source and an air source.

The main differentiator between mechanical and pneumatic conveying is that mechanical conveying, which includes conveyor belts, horizontal-motion conveyors, aero-mechanical conveyors, flexible screw conveyors, and bucket elevators, uses a mechanical device that’s in direct contact with the transferred material. A pneumatic conveying system, which includes pickup points, convey lines, vacuum receivers, and system controls, uses gas (usually air) to transfer suspended material through tubes.
Secondly, mechanical conveyors typically operate in one plane, whereas pneumatic conveyors can accommodate changes in direction and elevation if needed. While minimizing changes in direction is desirable no matter what system you’re using, a pneumatic conveyor can be designed to convey materials in the X, Y, and Z axes without transfer points or additional motors and controls.
While mechanical conveyors have lower operating costs than vacuum conveyors, mechanical conveyors have much higher maintenance costs than vacuum conveyors because mechanical conveyors have several moving parts, bearings, and drives that need regular maintenance, making them more susceptible to unscheduled downtime. Mechanical conveying is sometimes more suited for specific applications, such as coal and limestone, and routinely has lower capital costs. However, the equipment life and associated costs typically offset any difference.
Pneumatic conveying’s lack of moving parts makes it very popular within high-purity industries like food and pharmaceuticals due to the conveying system’s ability to prevent material contamination. Also, the NFPA recommends vacuum conveying for moving combustible dusts because if the system were to leak, it would do so inward and not outward into the plant.
Reclaiming materials
Another use for vacuum conveying systems that’s becoming more common is using them to reclaim materials from dust collectors for reuse. When one thinks of dust collection, the assumed idea is to capture fugitive dust and debris as a waste product. However, ancillary equipment and innovative system engineering turns the task of straightforward dust collection into fully integrated systems designed to reclaim expensive ingredients and preserve quality formulations. Broadly used throughout the powder and bulk solids industry, especially where manual powder handling occurs, dust collection systems improve air quality, increase worker safety, protect equipment from dusts that can hinder operation, and reduce labor cost associated with housekeeping.

In an ongoing effort to amplify safety and get ahead of rising raw materials costs, a major paint manufacturer needed to solve a dust issue occurring during the mixing process where operators manually add multiple fine powders to liquids to produce latex-, oil-, or water-based liquid paint.
The paint producer was handling approximately 3,000 pounds of powder per batch through a combination of bulk bags and 50-pound bags. The dust collector was discharging the dust into 55-gallon drums, which operators would then have to manually bring back to the mix tanks. This project’s purpose was to better control the dust and return the captured dust to the material handling process.
In the paint industry, approximately 50 percent of costs are from raw materials. The paint producer in this example wanted to account for that material — not just to control costs but also to preserve product quality by ensuring all formulation weights made it into the process.
There are several powders — mostly fine powders — that make up a paint’s formulation and one of the most challenging is titanium dioxide, which has a reputation of sticking, bridging, plugging, clogging, and ratholing. Without an optimized vacuum conveying system incorporated into the paint-mixing process, the dust collection system that was already in place was susceptible to experiencing backups.
A vacuum conveying system was installed into the paint manufacturer’s process. The vacuum conveying system for this application was able to collect up to 200 pounds of dust per hour, which is on the low end for pneumatic transfer systems but was considered a higher-volume system since it was just transferring collected airborne dust. As part of the system, the dust collector outlet included a rotary airlock that discharged dust into a pickup point of the vacuum conveyor system. This discharged material was then sucked into the convey line through a flexible hose to a compact vacuum receiver that discharged the material back into the mix tanks.
The conveying system included a compact filter-receiver with a single cartridge filter that was able to fit into the limited headroom directly above the mix tanks. The transitions from the filter-receiver back into the tank were customized for the process. The conveying system used a compact regenerative blower with a low-horsepower motor that was easily incorporated into the existing system. Now the paint manufacturer is able to reclaim expensive materials while eliminating potentially dangerous physical labor and a respiratory hazard that had previously required operators to wear masks.
Maintaining sanitation
Vacuum conveying is by far the most hygienic conveying method for dry bulk powders and solids. The inherent nature of a fully enclosed vacuum conveying system prevents loose powder and dust from becoming airborne, creating an all-around cleaner and safer environment. The vacuum conveyor’s enclosed nature also assists in compliance with the FDA’s Food Safety Management standards by preventing both intentional and unintentional food contamination events.
When production throughput demands a high cleanliness level but using minimal labor and time, clean-in-place (CIP) equipment can eliminate hours of downtime. Cleaning downtime can be devastating to a company — sometimes taking 1 to 2 days to tear equipment down and clean it. CIP is a procedure designed to clean all or parts of a process system without needing to completely disassemble or move equipment. CIP is the strategic placement of spray balls or nozzles within a vessel that circulate water and cleaning solutions. This procedure is automatic and has consistent performance.
Although CIP has been around for a while, it’s still a leading-edge technology that’s gaining traction in the food, pharmaceutical, nutraceutical, and cosmetics industries — so much so that the acronym is being using like a verb these days with customers saying they need “CIPable equipment.” In CIP vacuum conveying systems, operators remove filter elements and replace them with insertable spray ball assemblies for cleaning, saving on downtime and making the task safer for workers. Good sanitary vacuum conveyor design includes a package of simulated spray ball positioning and surface coverage documentation to ensure the nozzle’s spray pattern reaches all parts of the equipment’s interior surface.
For example, when a nutraceutical beverage producer landed a large contract, it needed to increase throughput and reduce the 8-hour cleaning cycle that occurred between batches in order to meet demand. To achieve this, the beverage producer replaced its 90-cubic-foot mixer with a 160-cubic-foot CIP mixer, and added a CIP vacuum conveying system equipped with a CIP vacuum receiver, and CIP bag-dump station. The larger mixer replacement allowed the company to increase its material mixing capacity, and the CIP equipment reduced sanitation time from 8 to 1.75 hours, giving the company an additional 6.25 hours of production and reduced labor costs every day. The CIP system also averted the need to develop a confined-space plan with the new larger equipment since the sanitation team didn’t need to enter the process vessel for cleaning.
Designing conveyors for safety
Because increased safety is a major factor in companies investing in vacuum conveying systems, vacuum conveyor manufacturers are engineering innovative systems with safety in mind. Even with the most sophisticated vacuum conveying systems, equipment that’s located out of reach still poses hazards for operators who need to clean or service the vacuum conveying equipment that’s permanently installed above process machinery.
Vacuum conveyors mounted on a column lift device and mobile vacuum conveyors are complete conveying systems that raise and lower vacuum receivers in order to load mixers, reactors, and other processing equipment and also bring the vacuum receivers back down to ground level for cleaning or sanitizing.
A vacuum conveyor mounted on a column lift device, as shown in Figure 2, uses an electric lift mechanism with a remote device, controlled by an operator standing a safe distance away, to raise and lower a vacuum receiver above mixers, blenders, reactors, and other process vessels with fill ports 15 feet or more above the floor. This conveying system that’s on a column lift device, with top and bottom anchors, is able to load side-by-side process vessels from paper bags, drums, intermediate bulk containers, boxes, bulk bags, silos, storage containers, and feed bins.
A mobile vacuum conveying system, as shown in Figure 3, operates in the same fashion as a vacuum conveyor mounted on a column lift device but is movable with one operator and is able to service multiple process vessels at varying discharge heights. When not in use, operators can roll the mobile vacuum conveying system from the work area to save on floor space.
These two conveyor types are compatible with OSHA’s Walking-Working Surfaces standard to protect against falls and slips and back injuries from repetitively carrying bags and boxes upstairs to load or clean equipment. The ability for operators to bring equipment down to floor level for cleaning reduces downtime, labor costs, and potential injury costs. And when constructed within the FDA’s Food Safety Modernization Act sanitation regulations, the vacuum conveyor mounted on a column lift device and mobile vacuum conveying system are ideal for food, nutraceutical, and pharmaceutical applications.
This article was originally published in PBE Magazine.