















Item #: Pneumatic Conveying Systems
Technology that ticks all boxes: Automating transfer of powders via pneumatic technology is one of the most common capital investments in industry today due to its high ROI from increased efficiency, reduced labor, eliminating respiratory and ergonomic liabilities, ingredient preservation, bolstering product quality, and overall plant safety and cleanliness.
Pneumatic conveying is by far the most hygienic conveying method for dry bulk powders. Because they can be made to USDA sanitary standards, pneumatic conveying systems are popular in the food, cosmeceutical, nutraceutical. pharmaceutical, and chemical industries.
Pneumatic conveying systems are extremely versatile and can move product long distances, around corners, and vertically.Applications can include loading mixers, tablet presses, volumetric or gravimetric feeders; feeding into a packaging machine; or any other application where bulk dry powders need to be introduced into your process.
VAC-U-MAX specializes in the design and manufacture of custom, semi-custom, and off-the-shelf pneumatic conveying systems, vacuum receivers, control panels, and peripherals to automate all powder and bulk material handling processes.
Pneumatic conveying (aka vacuum conveying) is the process of moving bulk dry materials from place to place using suction. Material is transferred from the pick-up point (or source), through a network of tubing to the vacuum receiver, and on to the customer’s process.
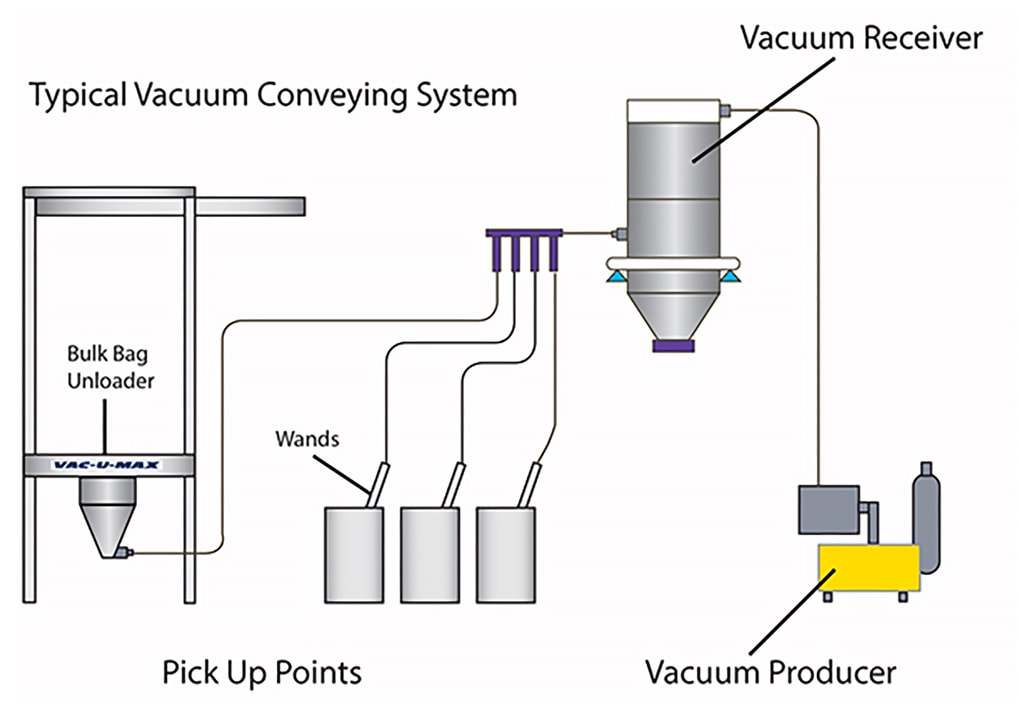
Every VAC-U-MAX vacuum conveying system begins with a pick-up point, a vacuum receiver, a vacuum producer, and a control panel. From there, it can be customized and optimized depending on the needs of the customer.
Most vacuum conveying systems transfer product to the vacuum receiver based on a timed interval. At the end of the timed sequence, the discharge valve opens and the conveyed material discharges into the process.
There are two types of pneumatic conveying. Dilute phase conveying and dense phase conveying.
Learn more about the fine points of vacuum conveyor design →
FEATURES & BENEFITS
While pneumatic conveying has a higher initial capital expenditure than mechanical systems, the return on investment is substantial. The flip side of the cost of a good pneumatic conveying system is the savings you will enjoy on the other side – reduced downtime, increased production, product reclamation, and more.
In addition to our custom pneumatic conveying solutions, VAC-U-MAX offers a premier collection of pre-engineered vacuum conveying packages that can be configured to seamlessly integrate into a broad range of applications in the food, pharmaceutical, nutraceutical, chemical, nonwovens, and plastics industries.

VAC-U-MAX’s Signature Series™ pre-engineered vacuum conveyor systems feature varied finishes, body designs, and discharge configurations, and can be tailored to your process needs.
Each package includes a vacuum conveyor, vacuum producer, flexible hose, pickup wand, and control panel. Your system will arrive fully preconfigured and ready to integrate into your line, eliminating complex installation and minimizing downtime.
Signature Series™ packages come in two main sizes. The 1500 Series is rated to move up to 1500 pounds (680 kg) per hour, and the larger 3500 Series handles up to 3500 pounds (1600 kg) per hour. Both series are highly customizable with standard and sanitary options, offset cone and tube hopper receiver variations, venturi- or electric-powdered vacuum producers, and a control panel configured for your process and ready to go on arrival.
Learn more about the Signature Series™ line of pre-engineered vacuum conveyors →
CAPABILITIES
OUR PROCESS
Every vacuum conveying system design—whether it’s a sophisticated, custom-engineered system or a turnkey package—begins with a blank page. We begin by consulting with you about your process—equipment, plant environment, materials, volume, and so on. Once created, your system will then be tested and tuned under simulated conditions in our 6,000-square-foot, fully equipped test lab to ensure optimal performance.
All equipment is pre-wired, pre-plumbed, and tested right here in New Jersey before shipping to minimize assembly at your facility. Most importantly, we provide an air-tight performance guarantee. We’re with you through installation, startup, operator training, and beyond.
THE VAC-U-MAX DISTINCTION

Signature Series™ – 3500 Series Pneumatic Conveying Packages
Item #: 3500-Series

Vacuum Producers
Item #: Vacuum Producers

Signature Series™ – 1500 Series Pneumatic Conveying Packages
Item #: 1500-Series

AM-MPRS™: Metal Powder Recovery System for Additive Manufacturing
Item #: AM-MPRS