










Item #: Batch Weighing
VAC-U-MAX batch weigh systems automate the transfer and precise weighing of bulk ingredients, using vacuum to move materials (powders, flakes, pellets) from drums, bags, or silos to process vessels like mixers, blenders, and reactors.
VAC-U-MAX batch weigh systems allow you to automate complex processes with precision while eliminating manual dumping and fugitive dust exposure; avoid potential spills, mishandling, and contamination; improve compliance across the board (OSHA, FDA, USDA, NEMA); and increase productivity.
These highly sophisticated systems pneumatically convey ingredients from drums, bags, or silos to process vessels, including mixers, blenders, reactors, and storage hoppers. They are highly customizable, reliable, and easy to use:
BATCH WEIGH SYSTEMS
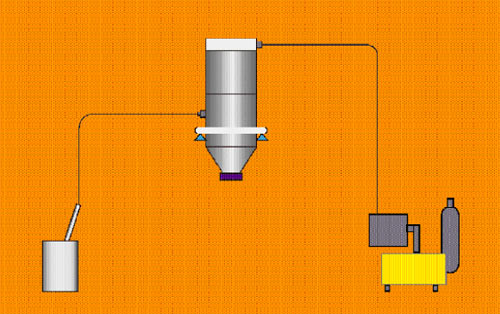
Single Vacuum Receiver Batch Weigh System
Operator Manually selects weight in control panel and prompts system to discharge.
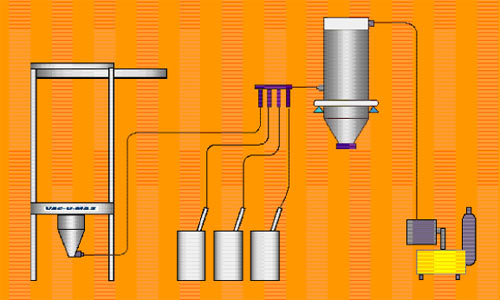
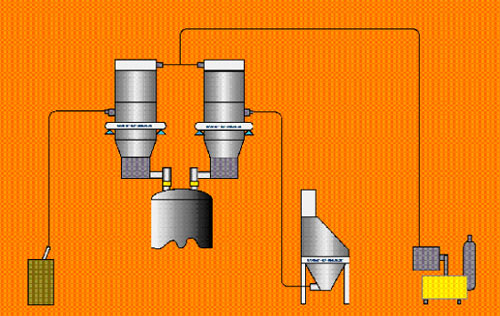
Multiple Receiver Batch Weigh System
The system can be manually operated or automated through a PLC.
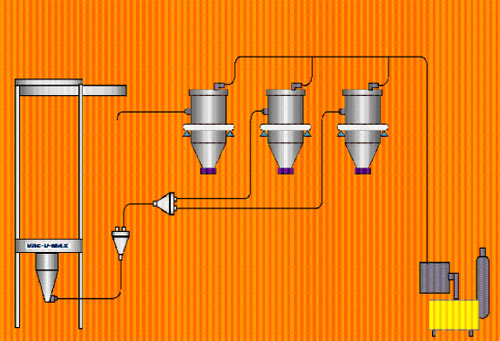
Multi Ingredient Handling System
Convey drum drums, bulk bags and silos. Control Panel is pre-programmed with pre-set recipes or the operator manually selects weights for each ingredient.
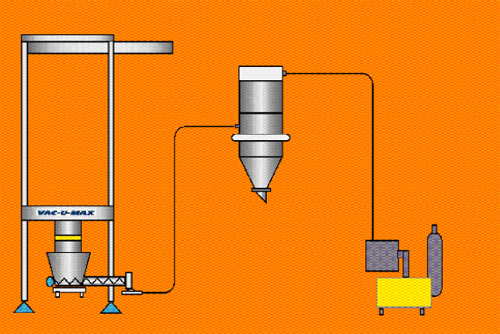
Loss-In-Weight Batch Weigh System
Bulk Bag Unloader is on load cells. Material is discharged in the convey tubing with a VAC-U-MAX Screw Discharger for delivery of product to vacuum receiver.
Loss-In-Weight Batch Weigh System
Material is conveyed to the vacuum receiver in a Gain-In-Weight mode. When the vacuum receiver has achieved desired weight the mode will change to Loss-In-Weight and the Screw Discharger on the vacuum receiver will meter the desired amount of material into the process below.
THE VAC-U-MAX DISTINCTION
SAFETY & CERTIFICATION



