







Item #: Mobile Conveying
A full vacuum conveying system on a mobile frame. Our mobile vacuum conveying systems provide easy transfer of powders and granular bulk materials from ground level to mixers, tanks, and other hard-to-reach areas, eliminating the need for overhead conveyor installation, allowing for floor level cleaning, and allowing the system to be used across multiple locations.
MOBILE VACUUM CONVEYING
VAC-U-MAX mobile vacuum conveying systems provide easy handling of powders and granular bulk materials from ground level to mixers and tanks or other hard-to-reach areas.
The mobile frame is incorporated with a vacuum producer (air-powered venturi system, regenerative blower package, or positive displacement vacuum pump) that can convey product at rates from ounces (handfuls) up to 5,000 pounds (2,268 kg) per hour and beyond. The receiver is raised and lowered with a manual roller-bearing winch with a self-generating brake for safe and easy up-and-down mobility.
The system includes an adjustable suction wand that the operator will use to pick up material into the system from paper bags, drums, IBCs, boxes, bulk bags, silos, storage containers, feed bins, etc, and a control panel mounted on the rolling frame handles the convey, discharge, and filter cleaning functions of the system
The system draws material directly from floor level and on to the process vessel, maximizing productivity and worker safety by eliminating manual scooping, heavy lifting, stair-climbing, and messy carton or bag dumping. The system easily moves away from the process for easy closing of hatches and mixer covers. Cleaning and maintenance happen at floor level, and the unit easily moves from process to process.
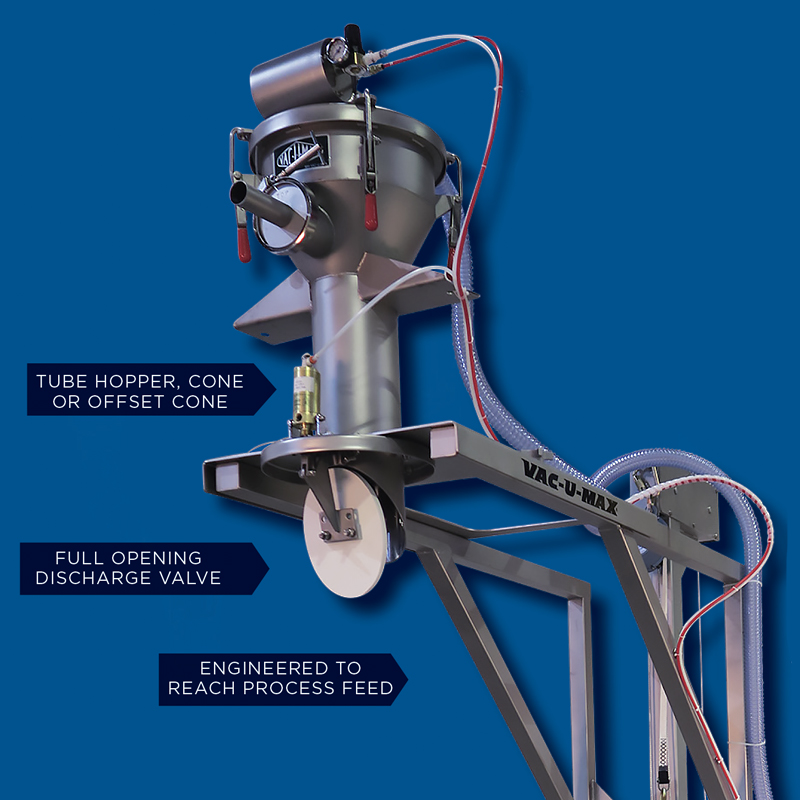
FEATURES, BENEFITS & SYSTEM COMPONENTS
THE VAC-U-MAX DISTINCTION



