Happy Accidents: When Peak Performance Increases By Way of a Mix-Up
Case Study
An accidental shipment leads to a performance upgrade. Free of charge.
In the safety field, happy accidents are like unicorns; and Mike Gonzales, a 32-year veteran Safety Advocate/Trainer at Hoffmaster Group’s, Oshkosh, Wisconsin facility saw his first this year, “very impressive,” he says, “very impressive.”

Hoffmaster is a solution-based manufacturer of specialty disposable tabletop products. For over 65 years, it has led the industry in producing the most complete line of innovative premium products with proven brands such as FashnPoint, Linen-Like, CaterWrap, and Earth Wise Tree Free, a line of eco-friendly, compostable products.
The production of the rather extensive paper product line that includes napkins, placemats, lace doilies, and baking cups is done in their 500,000 square foot Oshkosh facility, and as a result, produce a fair amount of fugitive dust.
The need for a better system.
Although a continual cleaning operation with a sanitation crew was in place at the facility and two different brands of combustible dust-rated vacuum cleaners were used to regularly vacuum equipment, dust still accumulated high in the rafters, and OSHA testing confirmed that it was combustible and needed mitigation.
OSHA’s directive CPL 03-00-008, instructions for administering OSHA’s Combustible Dust National Emphasis Program (NEP), identifies likely areas of dust accumulation, including overhead beams, joists, and ducting. Regarding dust accumulations, OSHA defers to Annex D of NFPA 654, Standard for the Prevention of Fires and Dust Explosions from the Manufacturing, Processing, and Handling of Combustible Particulate Solids.
This standard suggests immediate cleaning occurs when dust accumulations reach 1/32 inch-thickness, approximately the thickness of a paper clip, over a surface area of at least five percent of the floor area of the facility or any given room. However, the standard does not recommend using this approach with floor areas greater than 20,000 square feet.
Though the NFPA standard includes a more detailed approach in calculating surface dust hazards, the OSHA directive notes that “rough calculations show that the available surface area of bar joists is approximately five percent of the floor area and the equivalent surface area for steel beams can be as high as 10 percent,” revealing the need for just about any facility with exposed overhead areas and combustible dust to address this common hazard.
Seeking a powerful solution for overhead and hard-to-reach spaces.
At Hoffmaster, Gonzales knew the industrial vacuum cleaners on-site were not ideal for overhead cleaning, even with the extension tools provided, so he searched for an advanced solution, discovering VAC-U-MAX’s line of air-powered combustible dust industrial vacuum cleaners that are third-party ATEX certified, meeting OSHA’s Combustible Dust NEP requirements.

Belleville, NJ-based VAC-U-MAX developed the world’s first alternative-energy vacuum in 1954–one that operated only on compressed air instead of electricity for safe operation in New Jersey’s highly combustible textile mill industry. With over 65 years of innovation in vacuum technology, application expertise in handling over 10,000 bulk powders and field-proven results, the safe design of vacuum technology is part of the industrial vacuum manufacturer’s DNA.
“I didn’t want to spend another $12,000 on a vacuum cleaner—or even $4,000” says Gonzales, “and since we have a lot of compressed air in the building, this just seemed like a simpler solution; and more cost-effective.”
In industrial environments where electrical power is not accessible or forbidden because of specific directives such as ATEX, in those circumstances compressed air represents an alternate source of power. Compressed air-powered industrial vacuum cleaners are ideal choices for combustible dust, solids, and liquids when electric power is limited, less desirable, or not accessible.
A Successful Solution
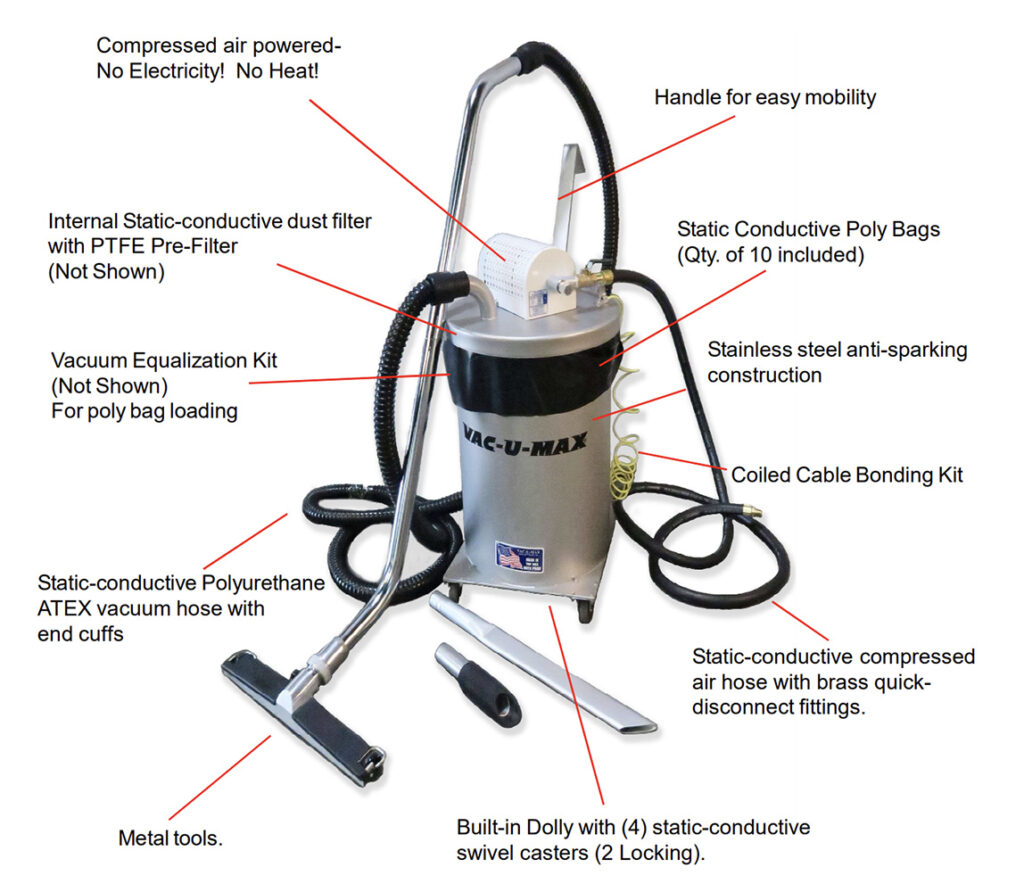
So, VAC-U-MAX sent a representative with an air-powered vacuum to demonstrate to a team of managers at Hoffmaster how the air-powered vacuum would function in its facility. The MDL15 Combustible Dust Air-Vac was demonstrated, a stainless steel 15-gallon compressed air vacuum cleaner.
“We all tried it and were impressed with its performance,” says Gonzales. “Our rafters are 24 feet high; and, with the lightweight extension tools, he brought I could stand on the floor and get at those areas. They are very efficient, so I purchased one.”
The air-powered vac is now part of the continual cleaning operation that goes around and cleans the rafters every other day.
“It is easier to use than the other vacuums we have,” says Gonzeles. “The extensions work like they are supposed to, and they are lighter weight. The vac itself is lighter, it’s intrinsically safe and we are not dealing with electricity.”
“The nice thing about the VAC-U-MAX is that we can put it on a scissors lift, and the sanitation crew can take it up with them, making it safer ergonomically,” says Gonzales. “Neither of the other vacuums we have can go up on the lift because the wheels are part of the grounding system. With the air-vac on the lift, the crew can clean a larger diameter area without strain.”
Part II: An Accidental Upgrade

With the combustible dust accumulation handled, Gonzales was able to quickly move onto other things until he received a call from VAC-U-MAX about 7-months later. They had mistakenly shipped a new vacuum top, intended for another recipient, but to the Hoffmaster address.
Having not seen it or heard about it, Gonzales combed every corner of the 500,000 square foot facility, but the boxed equipment was nowhere to be found. “Finally, someone from the sanitation crew told me they already put the new top on the vacuum and how great it was working.”
Mildly distressed that they had been using a piece of equipment that was not theirs, Gonzales explained that the vacuum top had to go back. “She asked if we had to because it worked better than the first, and she pointed out the bigger filter area and pulse-jet filter cleaning, advanced controls for CFM and some other upgrades,” said Gonzales.
“When equipment works better and makes a job easier, and the people using it tell you so, you listen because that task is more likely to get done regularly, and done right, so I told her I would check into how much it would cost to get one like it,” he says.
After placing the equipment back in the original packaging to ship to its intended owner, Gonzales contacted VAC-U-MAX. “I told them, the good news is, I found it; the bad news is, we have been using it,” he said.
Gonzales told the manufacturer that it was back in its original packaging, ready to ship once an address label was received and inquired about the cost of the upgrades because he “would most likely be ordering one just like it.”
The VAC-U-MAX Guarantee at Work
“When the VAC-U-MAX rep called back he told me to just keep the vacuum top,” Gonzales said. In disbelief, Gonzales questioned him about cost, “and he said, you can have it, you are already using it. We already told the people in Illinois we will be sending a new one.”
“So, we got a $600 upgrade for free. Very impressive,” he says, “very impressive.”
You can also read this article in Plant Engineering magazine’s Plant Floor Safety eBook.
Image gallery
What’s the Big Deal about Combustible Dust Vacuum Cleaners?
White Paper
Why industrial combustible dust vacuum cleaners require expert design and the options available to remove and prevent concentrations of fugitive combustible dust that cause catastrophic secondary dust explosions

Standard industrial vacuum cleaners are vulnerable to ignition, making them unsuitable for combustible dusts. Any time there is powder flowing in one direction through a plastic vacuum cleaning hose it can create significant static electric charge. If a charged, ungrounded hose used to vacuum combustible dust powder were to come into contact with a grounded object, the static electricity could arc and trigger a violent explosion.
There is also the possibility that there may be static electricity build-up on individual dust particles sucked into the vacuum which is another reason why combustible dust vacuum cleaners need redundant grounding in five different ways, eliminating the possibility of any kind of explosion from the vacuum cleaner.
Combustible dust vacuum cleaners, designed to remove fugitive combustible dust safely and efficiently, include portable drum style vacuums, stationary continuous duty central vacuum systems, and portable breakaway vacuum cleaners that are an economical alternative to central vacuum cleaning systems.
What is fugitive dust?
Fugitive dust, or particulate matter (PM), is basically any solid or liquid suspended in the air through wind or human interaction. While half of all fugitive dusts are greater than 10 microns (human hair is 70 microns) and settle on surfaces rather quickly, the other half are smaller than 10 microns (not visible to the naked eye) and can remain suspended in the air for days or weeks settling on the top of equipment, rafters and ducting.
Flash Fires and Dust Explosions
NFPA 652 defines combustible dust as “a finely divided combustible particulate that presents a flash-fire hazard or explosion hazard when suspended in air or the process-specific oxidizing medium over a range of concentrations.”
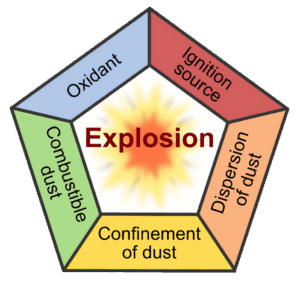
Combustible dust flash fires occur when a fourth element, the suspension of fuel (dust) into an environment, is introduced to the three elements of the fire triangle, fuel (combustible dust), ignition source (heat), and an oxidizer (usually air).
Dust explosions occur when a fifth element, an enclosed space, is present, forming the dust explosion pentagon comprised of fuel (combustible dust), ignition source (heat), an oxidizer (usually air), dispersion of dust particles (in sufficient quantity and concentration) and a confined area (vessel, area or building).
Catastrophic secondary explosions occur when the force from a primary blast wave from an explosion dislodges fugitive dust from surfaces and disperses them into the air, producing dust clouds that ignite, creating a domino-type effect throughout a facility.
Prevention and Mitigation
If you mitigate the accumulation of fugitive combustible dust to limits below a sufficient quantity and concentration, secondary dust explosions are unlikely.
While each combustible dust has different thresholds that constitute sufficient quantities and concentrations that lead to explosions, OSHA guidelines state, “in general, a thickness greater than 1/32 of an inch is cause for concern when the surface area covered by settled dust exceeds five percent of the floor area in a given room.”1
Many facilities appear to be free of concentrations of dust at eye level, but the culprit behind many secondary dust explosions is the accumulation of dust in out-of-sight places such as overhead beams, joists, duct work, and the tops of equipment. According to OSHA’s National Emphasis Directive on Combustible Dust CPL 03-00-008 section IX.E.3.c all surfaces need to be included in the hazard evaluation noting that the available surface area of bar joists, steel beams, tops of machinery, and rough wall surfaces serve as significant dust accumulation points.
As of September 2020, NFPA 652 requires organizations that deal with combustible dusts to have a Dust Hazards Analysis (DHA) on hand, that identifies and evaluates fire, flash fire, and explosion hazards throughout a facility as well as safeguards in place that adhere to the general requirements for mitigation, including “housekeeping thresholds for dust accumulation levels.”

Broadly speaking, vacuum cleaning is the preferred method to remove combustible dust accumulations. Sweeping creates airborne dust, moving that dust somewhere else, but industrial vacuums suck up and contain all the dust.
Prior to OSHA’s National Emphasis Program (NEP) on Combustible Dust, some facilities would attempt to use shop-type vacuums similar to what people have in their garages to remove combustible dust from surfaces. Those types of vacuums not only create sparking hazards but are ineffective at sucking up fine dust particles or heavy materials, and often create their own dust clouds when operating.
With combustible dust present in a facility, the use of an intrinsically safe vacuum that adheres to Class II Division 2 design may be necessary even in non-Class II Division 2 areas. Early in the NEP OSHA issued numerous citations for using standard vacuum cleaners where Class II Division 2 equipment is required.
IMPORTANT: Every plant is different.
Every plant has unique processes and thresholds when it comes to combustible dust. There is no one size fits all vacuum cleaning application and no single standard, or one industrial vacuum cleaner that can meet the requirements for all combustible dusts. Companies really need someone who has intimate knowledge of how chemicals react in certain environments and has experience in NFPA standards to help them choose the right combustible dust vacuum cleaner.
In some applications, small portable air or electric powered drum-style units will suffice, while others require large electric and diesel-powered units for multiple users and filtration systems capable of capturing particles that are invisible to the naked eye. Somewhere in between are portable breakaway systems that combine the portability of drum-style units and the benefits of central vacuum cleaning units without the cost.
While there are intrinsically safe electric industrial vacuum cleaners available, the most economical solution for cleaning combustible fugitive dust is air-operated vacuums.
Beyond the fact that air operated vacuum cleaners use no electricity and have no moving parts to create spark hazards, well-built air operated vacuum cleaners are grounded in five ways beginning with the air line that supplies compressed air to the units. Because most plants have compressed air lines made from iron that conduct electricity, air operated vacuums use static conductive high-pressure compressed air lines.
In addition to the static conductive air lines, static conductive hoses, filters and casters are employed to further reduce risk. Finally, a grounding lug and strap that travels from the vacuum head down to the 55-gallon drum, eliminates the potential for arcing.

Air operated vacuums for combustible dust are safer in terms of grounding, they also work more efficiently in the industrial environment than commercial or industry-specific vacuum cleaners, such as agricultural vacuums which are great for farm use, but not necessarily suited to rugged industrial applications where environmental safety, ergonomics and productivity matter. Vacuum cleaners designed specifically to withstand rigorous 24/7 operation can deliver consistent performance that adds to a company’s bottom line in heavy use industrial facilities.
These units are easy to maneuver and support one operator up to 50′ feet away from the vacuum and also provides excellent suction for overhead cleaning in hard-to-reach areas with the use of wand extensions, reducing the time and mess involved in more manual cleaning methods that disperse dust.
Stationary Central Vacuum Systems
If portable intrinsically safe vacuum cleaners are the “muscle cars” of the combustible dust world, then central vacuum cleaning systems are top-of-the-line luxury vehicles.
Stationary central vacuum systems are ideal for environments requiring continuous 24/7 operation and the simultaneous use of up to 20 pickup points. These systems employ powerful stationary industrial vacuum cleaners that have strategically placed piping throughout a facility connecting hoses to a common line.
When designing a central vacuum cleaning system factors that must be taken into account are characteristics of the material cleaned (such as abrasiveness, corrosiveness, flammability, or explosion hazard); volume collected; bulk density; particle size; filtration goals; maximum temperature; total number of pick-up points; the number of simultaneous operators; hose size, longest vertical and horizontal tubing runs from vac; available floor space; and collection container considerations.
Some manufacturers use regenerative blowers as a vacuum source in central vacuum systems which have the airflow but not the simultaneous vacuum. Regenerative blowers look appealing because they show a lot of airflow for a given horsepower, but they do not generate enough vacuum to move material over distances in tubing when vacuum pressure goes up, i.e., when the job gets harder, performance is lost.
Traditionally central vacuum systems require a bag house with either a chemical suppression system or an explosion venting system to meet NFPA and OSHA standards which often leads to outdoor installation, bringing other challenges such as air permits as well as construction permits.
There are also smaller central vacuum systems that can service up to three operators at once with piping runs up to 200 feet while conforming to NFPA standards for indoor installation because the “dirty volume” is less than eight cubic feet, allowing installed units without the need for an explosion vent or chemical suppression system. These smaller indoor installations can avoid air permitting requirements with many local municipalities while returning HEPA-filtered air into the plant environment.
Breakaway Central Vacuum Systems
In larger less centralized facilities where sizing a central vacuum system would be cost-prohibitive due to power necessary to suck dusts from one end of the facility to the other, breakaway central vacuum systems are a cost-effective solution.

Breakaway vacuum systems operate much like central vacuums with fixed tubing networks, but units are portable (much like the portable air-operated vacuums) and utilize several smaller tubing networks. For instance, if a user is working in a 100 x 200 sq foot area and there are two more areas in another building, individual tubing networks are created and the vacuum cleaning unit is able to break away from one tubing network and rolled to the next network, and so on and so forth.
Breakaway vacuum systems avoid costs and delays that may occur with central vacuum cleaner applications, providing the convenience of a multi-inlet central vac, with the energy efficiency and flexibility of a portable vacuum.
Like the smaller central vacuums and the portable air operated vacuums that allow for indoor operation, because breakaway vacuum systems have a filter separator and collector less than eight cubic feet, it does not need an explosion vent to use it in Class II, Division 1 & 2 areas, per NFPA standards and OSHA regulations.
With the largest models of breakaway systems able to move 5 Tons of powder in an hour from 30ft away these units are capable of generating high vacuum and excellent airflow, so they have the ability to pull massive amounts of material over distances.
Central vacuum cleaning systems with strategic tubing networks and portable vacuum cleaners allow manufacturers the ability to use the vacuums to clean up spills and perform regular cleaning to mitigate buildup of combustible dusts in hard-to-reach areas, maximizing ROI.
This article was written by David Kennedy and featured in the Chemical Processing eHandbook: Partake in Better Solids and Powder Practices.
1 https://www.osha.gov/sites/default/files/enforcement/directives/CPL_03-00-008.pdf
Image gallery
Innovations in Precast: It’s Not Just About Silica Dust
Presentation
Productivity & Safety Advancements with Industrial Vacuum Cleaning Systems
VAC-U-MAX presented Innovations in Precast: Productivity & Safety Advancements with Industrial Vacuum Cleaning Systems at the Precast/Prestressed Concrete Institute’s PCI Convention in Louisville, Kentucky.
The presentation highlights the types of industrial vacuum cleaning systems available and their direct effects on productivity, material handling, improved working conditions, profitability, safety, and more. Learn how industrial vacuum cleaning systems result in better working conditions, increased worker retention and resulting direct effects on productivity and profitability.
Click on the button below to view a PDF of the full presentation.
Image gallery
Capturing a Fugitive: Understanding Dust Control
Tech Article
As long as dust is airborne, it is potentially respirable. If a dust collector does not capture 100% of the airborne dust, the dust will eventually land on a surface such as an aisle or roadway in a plant. From there it will be tracked into control rooms or be sent airborne again by forklifts or foot traffic. It can settle on roof structural members and fall like rain if the structure is shaken.
One of the worst offenders and generators of fugitive dust is compressed air blowoff. Now that it is one of the prohibited practices, along with sweeping and shoveling, under the OSHA standards for combustible dust, silica and beryllium, we stand a good chance of finally bringing our fugitive dusts to justice.
The fact is, some manufacturing processes are difficult, if not impossible, to completely enclose and prevent fugitive dust. Equipment may be aging and lack of maintenance allows dust to leak, and dust-specific solutions need to be implemented.
For example, on a recent visit to a foundry, a pressure conveying system developed a pipeline leak while loading sand silos—it was hard to see across the top mezzanine level. If a manufacturing process cannot be changed to correct the non-compliance, OSHA prescribes the use of engineering controls. This is where dust collectors and industrial vacuum cleaners can come to the rescue.
Proper dust capture is critical for health, safety, efficiency, and cost.
Some manufacturers are now designing dust enclosures (i.e. engineering controls) into their equipment to prevent the escape of fugitive dust. The selection of the dust capture equipment is critical. If the dust-capture connection on the process machine is 3-in. OD or smaller, then industrial vacuum systems are the right tool for the job because the pressure drop is higher in these smaller line sizes. If the dust collection port is 4 in. or larger, then dust collection is the right choice–maybe. Some machines have a larger dust collection port, but the interior ductwork is significantly smaller. For example, a tablet press machine might have a 3- or 4-in. port on the outside, but there are multiple 1.25- or 1.5-in. OD interior tubes and the resulting pressure drop can only be overcome with an industrial vacuum system.
Other machinery such as cut-off saws and grinders that are fitted with shrouds, or process machinery like bag dump stations, are best handled with a classic high-airflow dust collector. For energy comparison, a dust collector for a 4-in. line might be fitted with a 2-3-hp fan, whereas an industrial vacuum cleaner will need 10-15 hp to generate the same airflow. Conversely, a 4-in. line with multiple smaller interior tubes will only be successful with an industrial vacuum cleaner due to the need for high vacuum measured inches of mercury (in Hg) instead of inches of water lift (in water).
Mission: Capture dust at the point of generation.
If dust can be captured at the point of generation, it will always take less energy than if it is allowed to disperse into the air. This is the “ounce-of-prevention is worth a pound of cure” argument. Other fugitive dust generators are devices like belt conveyors and manual scooping or dumping of raw materials into a process. If you can replace an exposed powder-handling process with a vacuum conveyor system, you will reduce the fugitive dust generation and improve the quality of your process at the same time.
Aristotle is said to have coined the phrase, “Nature abhors a vacuum.” Apparently, he didn’t have a fugitive dust problem.
By David Kennedy, business development manager for Vac-U-Max.
This article was published in Powder & Bulk Solids Magazine: Industry Insight
Image gallery
Benefits of a Central Vacuum System without the Central Vacuum Cost
Case Study
Small footprint industrial vacuum with fixed tubing network simplifies housekeeping, reduces equipment wear and tear and eliminates trip hazards.
It used to be that the value of industrial hygiene equipment was measured solely in the reduction of incident-related and workers’ compensation costs. Today, those measurements include impacts on the manufacturing process where shaving seconds from a single process can have a huge impact. In fact, simply shaving 3.2 seconds from a task can reduce direct labor costs by $29,000 per year according to ASSE’s ROI of Ergonomic Improvements: Demonstrating Value to the Business.

Shaving seconds from a cleaning operation not only saves direct labor costs, it also results in increased uptime.
Industrial vacuum systems have become critical elements in an organization’s ability to maintain comfortable profit margins by contributing to increased product quality, reclaiming materials and reducing wear and tear on equipment, which means less repair costs, less downtime for maintenance and, in turn, longer production runs.
Although using vacuums isn’t new to industry, many companies have used shop-type vacuums instead of heavy duty industrial vacuums to clean up dust and debris, and have found them inadequate under the harsh demands of the industrial environment and non-compliant with safety and combustible dust standards.
Powerful & Compliant
In rugged industrial applications where environmental safety, ergonomics and productivity matter, vacuum cleaners designed specifically to withstand rigorous 24/7 operation can deliver consistent performance that adds to a company’s bottom line.

Powerful industrial vacuums deliver three times the vacuum rating of the highest rated shop-type vacuums on the market today, cover more area, and pick up finer material. What once took users 2.5 to three hours can now be completed in less than half the time speeding up overall productivity.
Frustrated with workers dealing with cords and cleaning filters on shop-type vacuums that needed to be emptied often, Mike Justice, Plant Superintendant at Valparaiso, Indiana-based AM Stabilizers began researching industrial vacuums.
AM Stabilizers is a global supplier of high quality liquid and powder heat stabilizers for both flexible and rigid PVC applications. The Valparaiso plant produces powder stabilizers by blending raw materials and then packaging the finished product into a variety of containers based on customer’s needs including valve bags, boxes, drums and 1500-pound super sacs.
“We produce about eight-million pounds of powder per year and we needed a better way to keep the plant clean from spillages and airborne dust,” says Justice. “The cleaner the area, the easier it is to identify problems in the system and head off any unscheduled downtime.”
A traditional central vacuum system appeared to be the ideal solution to a cleaner environment and elimination of trip hazards that cords and vacuums created on the shop floor, but they can also be cost prohibitive for smaller organizations, often requiring outdoor air permits as well as construction permits.
Stationary central vacuum systems are ideal for environments requiring continuous 24/7 operation and the simultaneous use of up to 20 pickup points. These systems employ powerful vacuum producers and high-efficiency filters connected to strategically placed piping throughout a facility connecting hoses to a common line.
While attending a trade show, Justice was able to witness VAC-U-MAX’s model 1040 stationary industrial vacuum, which was perfect for his operation.
Belleville, NJ-based VAC-U-MAX, pioneer in industrial vacuum cleaning and pneumatic conveying industries for over 60 years, has application expertise in the handling of over 10,000 bulk materials including powders, flakes, granules, pellets, fibers, capsules, gel caps, tablets, and various other bulk materials. The company manufactures industrial vacuum cleaners for manufacturing and municipal facilities as well as government installations and environmental sites to improve cleanliness, working conditions and safety.
Customized, Off-the-Shelf Systems

Consulting with an expert industrial vacuum cleaning manufacturer often results in off-the-shelf solutions that are custom fitted with accessories to meet a customer’s housekeeping and budgetary needs.
The unit that Justice saw at the show features a powerful positive displacement pump designed specifically for high volume recovery (up to 5 tons per hour) and can support up to three operators at one time.
Because the system’s filter separator and collector (a.k.a. “dirty volume”) are less than 8 cu ft, it fits within NFPA standards and OSHA regulations for use indoors without the need to penetrate walls or roofs for explosion vents. The entire unit is grounded and bonded and is fitted with static-conductive filters per NFPA 77 for use with combustible, non-metallic dusts.
The compact central vacuum system avoids much of the installation costs and delays of a traditional central vacuum system with its plug-and-play design and complete UL-certified control panel, while still providing the convenience of a multi-inlet central vac, allowing multiple users in simultaneous operation.
Justice says the selection process was “easy.” After some initial phone conversations, the rep came out, I showed him what I wanted and he sent a print with a basic layout of what they recommended and how it should be run.”
Layout and Setup
“It is small and compact enough with a 5ft x 5ft square footprint that it sits right at the side of our production line. It isn’t in the way of anything,” says Justice.
Justice set up 10 strategically placed pick up points throughout the facility, spanning two floors, with the bulk of them in production, a couple in the warehouse to handle raw materials spills, one near a mixer, and another out by the loading docks. He also made sure that there were several sets of hoses throughout the facility ensuring no one needed to drag hoses around in key areas.
“VAC-U-MAX provided several types of cleaning tools with the hoses, from vacuuming the floor to real thin angled pieces to get you into the corners and the nooks and crannies. It is all lightweight aluminum so it is light and easy to handle,” says Justice.
Although the vacuum is designed to handle two operators using the system simultaneously (three when less than 200 feet of tubing is run), Justice says that the “vacuum performs better than what the salesman told me.” On occasion, three operators use the system at the same time and he says that although “the suction doesn’t pull as hard as it can with only two users, it is still better than a shop vac–pulling dust, powder and dirt from all around.”

VAC-U-MAX provided schematics for recommended setup and also a copy of its Piping Network Best Practices booklet. Justice says the system was “very simple to install with one person. It took me 3 or 4 days to install working on it a few hours a day.”
“It is a great unit. It is a huge perk for us to be able to change from electrical cords and vacuums everywhere to where we just plug in with a 1.5 inch hose and vacuum up what we need right away,” says Justice.
Increased Productivity
In fact, he says his staff is “more productive because they no longer need to leave their stations several times a day to dump and clean the shop type vacs. We are saving roughly 30 minutes per day. ”
Instead, the unit is equipped with a 30-gallon drum that is dumped at the end of each shift into a containment box that is managed by an industrial waste management company that disposes of it according to environmental regulations. The vacuum manufacturer also offers additional material handling choices for collected debris.
When asked about any surprises, aside from the increased performance, with the system or its installation, Justice noted that the quietness of the system came as a surprise. The 1040 system is equipped with noise mufflers and guards so sound levels are less than 79 dbA, below OSHA’s limit for an 8-hour period. “We still don’t have to require hearing protection and that is a big benefit,” he says.
“I would recommend this VAC-U-MAX system to anyone who does small manufacturing and has a lot of dust and debris they need to clean out,” Justice says.
Image gallery
Disintegrating Safety Concerns, Unscheduled Downtime and Wasted Manpower in Abrasive Blasting Operation
Case Study
Replacing manual removal of steel shot with vacuuming to handle ergonomic concern reduces unscheduled downtime by 80%, manpower by more than 50% and provides more efficient maintenance and a cleaner environment.
Nearly every manager or supervisor in heavy industry has heard that safety is good for business. According to the OSHA document, Safety and Health Add Value, effective safety and health programs can mean the difference between organizations operating “in the black and running in the red.”

Eliminating manual material handling has some of the biggest potential to improve a company’s productivity, product quality, and overall business competitiveness.
Just as safety and health programs are unique to each operation, the ROI of effective ergonomic interventions is also unique to each organization. There are, however, key areas where potential savings regularly occur when implementing a heavy-duty vacuum. Beyond the elimination of ergonomic hazards and injury costs, savings can be found in increased uptime, reduced manpower, increased productivity, improved product quality and a healthier, cleaner environment.
When Cianbro wanted to eliminate an ergonomic hazard in which workers manually removed steel shot from an auger system connected to a cabinet-style blast machine at its 40,000-square-foot fabrication and coating facility in Georgetown, Mass., Safety, Health & Environmental Supervisor, Kris Chipman researched methods to eliminate manual handling of the heavy material.
Cianbro operates in more than 40 states across a diverse range of markets self-performing civil and structural projects from building bridges, to operating fabrication and coating facilities, and working in power plants and paper mills. 100 percent employee-owned, Cianbro has a total commitment to safety with a long list of safety awards including national recognition as the Healthiest and Safest Company in America by the American College of Occupation & Environmental Medicine.

The Georgetown facility fabricates structural steel beams for bridge and building projects. Many of these projects begin with beams moving, via a conveyor system, through the cabinet-style blast machine where steel beads (called shot) shoot at the beam to remove rust and mill scale in preparation for welding or painting. Once the steel shot hits the beam, it drops down into an auger system that reclaims and feeds the material back into the blast machine for reuse over and over again.
The sandblasting process is taxing on machinery; and, when inherent breakdowns occur workers must remove all blast media from the system to perform maintenance. On those occasions, two workers spent eight hours sweeping and shoveling the steel shot into drums and, using a drum dolly, manually moved them from the production floor.
Focused on safety, the goal was to alleviate the ergonomic issues of shoveling heavy media in a tight space and manually moving heavy drums. In researching for solutions Chipman had seen some big shop-type vacs and thought something like that might work.
After speaking with the VAC-U-MAX rep, who had worked on another Cianbro project to vacuum sludge for a bridge application, it quickly became clear that the commercial shop-type vacs were insufficient to handle the volume of heavy blast media said Chipman. “He did understand exactly what we were looking for and after more discussion we realized this could actually save money on the machine, downtime, production and more.”
Belleville, New Jersey-based VAC-U-MAX, pioneer in industrial vacuum cleaning and pneumatic conveying industries for over 60 years, has application expertise in the handling of over 10,000 bulk materials including cast iron, steel, aluminum chips, sludge powders, flakes, granules, pellets and various others. The company manufactures industrial vacuum cleaners for manufacturing and municipal facilities as well as government installations and environmental sites to improve cleanliness, working conditions and safety.
To handle the heavy blast media, the vacuum needed to be designed for high volume recovery in an industrial setting, and the 15Hp 1020MFS continuous duty vacuum was the ideal solution to eliminate workers needing to go down into a three-foot-deep trench with limited space and awkward footing to shovel and scoop heavy blast media.
Even though the unit is capable of recovering up to five tons per hour and designed to pick up heavy materials including steel shot, foundry sand, metal powders, sludges and other materials similar in nature, Chipman wanted final assurance that the vacuum could pick up their particular blast media.

“This is heavy stuff,” says Chipman. “Each 55-gallon drum weighs approximately 2,000 pounds and from the beginning we weren’t sure if what we wanted to do was even possible. So we sent VAC-U-MAX a sample of the shot media, they did some testing, and guaranteed it would work for us.”
Although the 1020 unit is portable with 14” large rubber tires and a dual swivel castor wheel that makes it easily maneuverable by a single operator, Cianbro mounted its unit to a skid. “Push-pull is a hazard in our book, and we do all that we can to avoid it,” says Chipman. “So we mounted it to a skid and we move it with equipment. It is very portable for us because we have the equipment on site–fork trucks and loaders–and we can move it around anywhere in our facility that we need it.” As a result of this customer feedback, VAC-U-MAX now offers the Model 1020 with an optional forkliftable base.
“The great thing about this vacuum system is that the hoses are long enough that we can leave the collection drums where they can be mechanically moved, instead moving drum dollies manually,” says Chipman.
Since acquiring the vacuum, the facility has cut the labor required to empty the machine by more than 50 percent. The task of emptying the pit, which used to take eight hours utilizing two workers, now takes one worker three hours.
“Now we can shut it down in the morning, vacuum it out and have it repaired all in the same day, using one person,” says Chipman. “The reduced labor on maintenance, which is something that can’t be billed, is now redistributed to work hours on a project that is billable.”
Shawn Ramsay, Operations Manager at the Georgetown facility says that in addition to the vacuum “reducing the risk of injuries and allowing us to quickly and safely clear the steel shot out from the machine pit to perform maintenance, it also proved to be very helpful in the daily maintenance and cleanliness of the areas around the machine.”

In an environment where the nature of a blasting machine is to, in effect, destroy itself over time, reducing the amount of wear and tear can increase the longevity of that equipment and reduce the amount of break downs and unscheduled down time. Because the vacuum makes light work of the heavy blast media, the facility now cleans around the blast cabinet and auger system a couple times a week, reducing abrasion to machine parts.
Before getting the vacuum, the machine used to break down about once each month where all blast media would needed removal for some type of unscheduled maintenance or repair.
After implementing the vacuum, “we’ve only had to clean the entire pit out twice in the last year for unscheduled maintenance, which is an 80 percent reduction in unscheduled downtime and increased production time,” says Chipman. “Of course, being the safety person, it is a lot safer having someone there holding a vacuum than it is to be shoveling heavy media into a drum.”
In addition, to using the vacuum for its original task of cleaning steel shot from the blast machine and auger, Ramsay says the facility has expanded the use of the vacuum in other areas, such as cleaning garnet from the floor of another blasting area and also in the paint bay. “It has allowed us to clean the areas in a much safer and expeditious manner,” he says.
The facility also uses the vacuum to clean up overspray in its coating operation as well as for general housekeeping on the shop floor. “When we do a good clean up we utilize the vacuum and it is a lot faster and more efficient than just sweeping. And it gets it cleaner,” says Chipman.
“This product is an investment but when you look at the potential for injury and on top of that potential, show hard numbers that we know this will limit downtime–which has a cost–and also reduce replacement parts and wear and tear while increasing the longevity of the equipment, it makes it easy to put the case together to make the investment,” Says Chipman.
Image gallery
Sweeping Dust & Debris Can Blow Your Safety Rating
Tech Article
Fugitive dust can cost you. Learn 5 reasons industrial vacuum cleaners need to be part of your dust control program.
Sweeping or blowing of fugitive dust during housekeeping is widely discouraged by OSHA and the NFPA for nearly all industries. Seemingly benign, dusts create an assortment of hazards that include flying particles that can lead to eye injury, slip hazards and ergonomic injuries. The most serious hazards surrounding the sweeping and blowing of dust threaten lives, such as respiratory and explosion hazards. The use of vacuums to remove dust is almost always recommended as a preferred method of removing fugitive dust. Rather than redistributing dust, industrial vacuum cleaners remove dusts and therefore reduce or eliminate the previously mentioned hazards.
Certainly, the most dramatic hazard associated with dust is secondary explosion. So dramatic that it captured the attention of congress which led to bill that directed OSHA to “issue an interim combustible dust rule and an amendment to the Hazard Communication Standard (HCS) in 90 days, and a final rule in 18 months,” according to OSHA’s Combustible Dust; Advance notice of proposed rulemaking.
With over 4,900 violations associated with OSHA’s Combustible Dust National Emphasis Program (NEP), the recent news releases about the organization leveling fines at four companies ranging from $63,000 to $137,000 just this year, and increasing local television coverage of combustible dust violations, it should now be clear that OSHA is serious about enforcing current standards.

In response to OSHA’s NEP, many facility and safety managers have revamped their housekeeping practices and added industrial vacuum cleaners approved for use in Class II Div II areas to mitigate the possibility of secondary explosions caused by fugitive dust.
However, of the over 1000 inspections that OSHA has completed, only 18 to 22 percent of the facilities were in compliance with OSHA requirements.
“It can sometimes be tough for facilities,” says David Kennedy, GM for VAC-U-MAX’s vacuum cleaning division. “They may have gotten approval from the authority having jurisdiction (AHJ) but OSHA can still come in and fine them if they deem that the facility doesn’t meet up to combustible dust standards.”
VAC-U-MAX, the leading manufacturer of industrial vacuum cleaning systems for production lines and other dust-intensive areas, developed the first air-operated industrial vacuum cleaner to prevent dust explosions.
Although it can be argued that current OSHA standards are ambiguous, hence OSHA’s proposed rulemaking on combustible dust, the standards, however daunting to sift through, are clearly noted in OSHA’s Safety and Health Information Bulletin entitled Combustible Dust in Industry: Preventing and Mitigating the Effects of Fire and Explosions that was first issued 5 years ago.
Since OSHA is taking strong enforcement actions to address combustible dust hazards, facilities must make reasonable efforts to mitigate combustible dust hazards. VAC-U-MAX assists companies in understanding OSHA requirements and is dedicated to combustible dust hazards, including OSHA documents referencing the hazards and compliance.
According to the Status report, housekeeping ranked second in citations under the NEP “with respect to combustible dust related hazards.” In addition to accumulations of combustible dust being prevalent among the violations, blowing dust with an air compressor, and not using electrical equipment that was designed for hazardous (classified) locations were also among the top violations related to combustible dust related hazards.
“There is no single standard, or one industrial vacuum cleaner that can meet the requirements for all combustible dusts,” says Kennedy. “Companies really need someone who has intimate knowledge of how chemicals react in certain environments and is experienced in NFPA standards to help them choose the right combustible dust vacuum cleaner.”
Compliance
Although, OSHA’s 1910.22 has no specific wording that specifically address fugitive dust, the status report states, “housekeeping standard at 29 C.F.R. 1910.22 not only applies to typical housekeeping hazards but also applies to dust accumulation hazards.”
There are other OSHA standards such as Dust Control Handbook For Minerals Processing and OSHA’s Grain Handling Facilities Standard or the Mine Safety and Health Act regulations for coal mines that do address fugitive dust and suggest that operations “eliminate the use of compressed air jets to clean accumulated dust from the equipment or clothing and substitute a vacuum cleaning system” and “use a vacuum cleaning system to clean spills and dust accumulations. Avoid brooms and shovels.”

In addition, most NFPA standards referenced in the combustible dust SHIP recommend vacuum cleaning as the preferred first defense method for controlling fugitive dust. NFPA 654 (2013) 8.2.2.2 states, “vigorous sweeping or blowing down with steam or compressed air produces dust clouds and shall be permitted only where the following requirements are met: (1) Area and equipment shall be vacuumed prior to blow-down.”
Further reading of the standard reads “vigorous sweeping or blowing down with steam or compressed air should only take place after the area or equipment has been vacuumed due to the creation of dust clouds by the other methods.
With so many standards advocating the use of vacuum cleaners in the housekeeping process, one might be surprised to find so few being used in facilities. Especially since the first air operated industrial vacuum cleaner was developed in 1954 specifically to prevent dust explosions in textile mills.
However, when most people think of vacuum cleaners in an industrial setting, they often think of shop-type vacuums that they have in their garages. Sometimes facilities have attempted to employ those types of vacs and find that they not only create sparking hazards, but that are ineffective at sucking up fine dust particles or heavy materials, and often create their own dust clouds when operating.
Those shop type vacuums are no comparison to Industrial vacuum cleaners that have 5 times the suction power than commercial or personal use shop-type vacuums.
Air powered industrial vacuum cleaners that meet NFPA 77 requirements for grounding and bonding, also meet the definition of an “intrinsically-safe system” because they do not use electricity and do not generate any heat from operation.
Implementing industrial vacuum cleaners is one of the most cost effective methods to handle fugitive dust and avoid some of the most cited OSHA violations regarding combustible dust and to protect facilities from catastrophic dust explosions.
Dust Explosions
The three most recent dust explosions this year, two outside the US and one in Douglas County, Oregon that all tolled killed 19 people and injured 53, serve as a reminder that secondary dust explosions are more destructive than primary explosions. The reason for this is increased concentrations of dispersed combustible dust that is activated from the initial explosion.

Beyond creating dust clouds that, have the potential to ignite, sweeping or blowing dust during housekeeping routines causes powders to become suspended and settle in hard to reach areas to reach, including beams and walls or areas that are hidden behind equipment or in very small spaces that are difficult to reach during daily housekeeping routines.
The accumulation of combustible dust in areas such as this are among some of the most cited violations by OSHA. The use of industrial vacuum cleaners in hazardous location areas, not only removes dust particles as small 1 micron, but when used regularly in housekeeping routines minimizes the amount of dust that can collect in hard to reach areas. Reducing the amount of dust that is suspended in the air leads to lower housekeeping costs because fewer man-hours are required for the task.
“The business of working with powders is fascinating,” says Kennedy. “We work with so many different chemicals that have such wide-ranging reactions–it never gets boring. Some chemicals don’t get wet with water; in fact, they can even become more flammable when exposed to water. We are working on an application right now that is a waste product of three different chemicals. There is no name for this chemical, but we are helping our client deal with the explosive nature of this waste.”
Reducing the amount of combustible powder that is suspended in the air, by using industrial vacuum cleaners, not only mitigates the possibility for dust explosions, but can also lead to a better respiratory environment for workers, reduce slip hazards and even prevent back injuries caused by cleaning heavy dusts.
Respiratory, Slip and Ergonomic Hazards
“Some powders, such as silica, when blown with air compressors have the ability to hang in the air for days,” says Kennedy. “Others, such as graphite, are slippery; and, some are very heavy, like cement that can weigh 100 pounds per cubic foot, or even steel shot that weighs 250 pounds per cubic foot, both of which can cause back injuries when sweeping them.”
When dusts hang in the air for longer periods, they can exacerbate respiratory threats. Silica exposure can lead to silicosis, a lung disease caused by continued inhalation of siliceous minerals that are prevalent in glass, brick, cement, asphalt, ceramic, and metal fabrication industries where sand is used as a component or for blasting, as well as in tunneling operations.
“Silica, of course, is only one of the powders that pose respiratory threats to workers,” says Kennedy. “To combat those, we can provide a second HEPA filter rated 99.97% on particle size to 0.3 microns.”
Fugitive dust and debris is a housekeeping issue that plagues most industries. Working with an Industrial Vacuum Cleaning Manufacturer that is intimate with chemical characteristics produces the best outcome for facilities combating fugitive dust. Most Industrial Vacuum Cleaning Solutions that are employed to combat fugitive dust are considered capital expenditures and when working with experts in industrial vacuum cleaning, such as VAC-U-MAX can be purchased as pre-engineered solutions designed for specific powder characteristics. By doing so, facilities can be brought into compliance not only for explosion hazards, but for other dust and debris related housekeeping issues that pose respiratory, slip, and ergonomic hazards.
Image gallery
Handling Combustible Dusts: Preventing Dust Explosions
White Paper
Lessons Learned from the Imperial Sugar Tragedy of 2008
The four-story Imperial Sugar refinery on the bank of the Savannah River was built in 1916. The facility was about 872,000 square feet, and it refined 14.51 million hundredweight of sugar in the last full fiscal year before the disaster. The explosion occurred at around 7 PM on Feb. 7, 2008 and the cause was determined to be sugar dust. Fourteen people were killed and 42 injured.
Imperial Sugar was a poster child for a problem that is highly prevalent in the industry, older facilities using antiquated equipment without awareness of the danger of combustible dusts. Newer plants are designed with that danger in mind, but decision makers at older plants may erroneously assume that their older equipment and facilities are grandfathered in, or that dusts are not a problem.
The truth is that in any situation where any kind of powder is being handled, precautions must be taken to control combustible dusts in line with regulations.
About Combustible Dusts: You may be surprised.
Almost every organic product is combustible. (View OSHA’s Combustible Dust Poster to see a list.) That includes sugar, cocoa, flour, spices, and starch. Any plant that handles grain products like wheat flour or corn flour is dealing with combustible dust.

Other examples include whey powder, nonfat dried milk, egg white powder, and gluten. Artificial sweeteners are particularly dangerous, as they are highly explosive. Flour milling, sugar drying, spray drying of liquids, and handling of grains are processes that commonly generate combustible dust. Milling and grinding are also risky operations.
Once a cloud of dust is created, an ignition source can quickly lead to an explosion. Catastrophic explosions occur when the initial explosion knocks dust loose, leading to a secondary explosion – a potentially deadly chain reaction.
A 2006 study by the U.S. Chemical Safety Board found that there were at least 281 dust explosions in the U.S. between 1980 and 2005, killing 119 workers and injuring 718. Statistics on combustible dust explosions are thought to be under-reported. If an incident occurs, and no one is injured, it may be quietly corrected.
Under OSHA’s NEP, it is inspecting facilities that generate or handle combustible dusts that pose a hazard. A plant may comply with local fire department regulations, but still run afoul of OSHA. In spite of OSHA’s stepped-up vigilance, the Chemical Safety Board documented a further 35 explosions, with 26 dead and 128 injured, since the beginning of 2008.
The National Fire Protection Association issues consensus standards related to combustible dusts, including guidelines for testing dusts for the potential to cause a fire or explosion.
Preventing Dust Explosions

The biggest mistake food manufacturers make is assuming that because their plants have been in operation for years without accidents and without being cited, that they are in compliance. It is the manufacturer’s responsibility to know the regulations and bring all facilities up to date. Measures for mitigating risk from combustible dusts include those that prevent dust explosions and those that protect human life when those explosions occur.
Because retrofitting is costly, many plant managers attempt to economize by meeting the bare minimum that regulations require. Unfortunately, that strategy can leave gaps in safety coverage.
The first step in assessment of combustible dust hazard is a Process Hazards Analysis (PHA), in which an expert inspects the plant and identifies all of the risks. The inspector will look for issues such as potential for static electricity to create sparks where dusts are suspended in the air. For example, if the workers are using a standard shop vacuum to clean up the dust, it may generate a static charge due to being ungrounded, and that can ignite the powder.
Explosions commonly begin inside a piece of equipment, like a dust collector or a dryer, or inside process equipment, so a thorough inspection will include the insides of all equipment. There are a number of ways of dealing with that type of risk. One is through an explosion vent, which directs the force through a certain exit, in a direction that will not put any workers at risk.

Another choice is a fire suppression system inside the equipment. The device sprays dry chemicals into the chamber to suppress the explosion. Lastly, the potential for injury and damage can be minimized by investing in equipment heavy enough to withstand an explosion without falling apart or deforming.
Dust collectors are used to control airborne dusts. For example, in a facility that grinds corn, a dust collector will be used to remove airborne dust that could otherwise build up and explode. However, in older facilities, those dust collectors are set up inside the building. The process of retrofitting may require that the dust collection chamber be relocated outside the building, where, if it explodes, it will be less likely to cause damage and injury.
Electrical equipment must comply with national electric code. Improper ignition control can lead to sparks that ignite airborne dusts. Many companies have been fined because they don’t have appropriate electrical equipment for operation in a dusty environment.
Housekeeping & Documentation
An often overlooked contributor to dust problems is a simple lack of housekeeping. Many companies assume that a dirty plant is the nature of the business, and allow dusts to accumulate. However, that accumulated dust represents a fuel source that can feed a fire in case of an accident. One of the goals of OSHA’s NEP is encouraging housekeeping programs to prevent the buildup of dust.

OSHA’s guidelines indicate that cleaning is generally needed whenever a layer of dust reaches 1/32-inches (the thickness of a paper clip) over a surface area of at least five percent of the floor area. That calculation should include dust on beams, joists, ducts, and the tops of equipment. Vertical surfaces may also count if dust sticks to them.
Some plants already have stringent housekeeping standards, such as factories regulated by the FDA or plants that must conform to bakery industry standards. Those plants tend to be very clean of combustible dust. But even those plants can have problems if a machine fails and dust accumulates. Housekeeping programs should include procedures for equipment failure and other unusual situations that could lead to a buildup of dust.
OSHA is also requiring the inclusion of combustible dust hazards in its safety data sheets (SDS). Outdated safety sheets, which used to be called material safety data sheets (MSDS), are no longer acceptable. Workers handling combustible dusts should be informed that the materials they are handling are potentially combustible.
Safety procedures for workers should include an emergency escape plan. Workers should know how to get out if there’s an accident, and OSHA has fined companies whose workers do not receive all of the required information.
Many larger companies are up-to-date and aware of the stricter regulations, but small companies operating on a shoestring budget could be caught unprepared if inspected.
The expense of retrofitting equipment is justified compared to the risk to human life and the high dollar cost of a dust explosion. Once equipment is retrofitted, it should be checked out regularly to make sure the dust handling components are in good condition and working properly. Specialized vacuum cleaning and pneumatic conveyer systems can be an important part of a program for handling combustible dusts.
Image gallery
Cleaning House: A Large Food Manufacturer Adds Portable Industrial Vacuums to Improve Sanitation & Safety
Case Study
From moving to removing: No more brooms and compressed air that simply redistribute fugitive dusts. True sanitation requires industrial vacuum cleaning.
According to a study by Eastern Research Group, poor plant and equipment sanitation ranks among the top food safety issues in food manufacturing. In fact, according to a report by Swiss Re2, the number of food product recalls has doubled since 2002. Regulations such as the FDA’s 21 CFR 110 Current Good Manufacturing Practice in Manufacturing, Packing, or Holding Human Food, have tried to address the growing issue. In 2012, 27% of the 23,847 FDA citations for food processors fell under 21 CFR 110.

Because of this and other regulations, sanitation must become a way of life for food manufacturers to prevent costly fines or—even more costly—product recalls.
Realizing the increased need for a clean facility, J.R. Short Milling in Kankakee, Illinois decided to add new equipment to remove fugitive dust and material after a product changeover.
Background
Founded in 1910, J.R. Short is a global manufacturer of grain-based intermediate foods – foods that must be expanded by deep-frying, air-popping, or pressure-puffing to become a finished product. These extruded intermediates are then processed by customers and expanded to create snacks and other food products.
With multiple production lines running nearly constantly, the company processes hundreds of thousands of pounds of raw materials each week, including flour, corn, chia, kale, fiber, and proteins. Each material needs to be handled separately to avoid product contamination. “We produce a lot of non-GMO, gluten-free, and organic products as well,” says Nick Ladin, vice president of operations for J.R. Short.
The Problem: Cleaning… or just moving?
J.R. Short had been using a combination of brooms and compressed air to clean up fugitive dust that would escape their system during changeover. “The compressed air caused excessive dust movement… It was more relocation of dust versus real removal…”
Read the full article.
This article was originally published in Powder and Bulk Engineering’s January 2016 issue. You may read it online or click on the button below to view a PDF of the full article.
Image gallery
Industrial Vacuum Cleaners: Arresting Pervasive Combustible Fugitive Coal Dust
Tech Article
Redundantly grounded industrial vacuum cleaners shield workers and property from catastrophic secondary coal dust explosions.
Regardless of how much prevention is employed to mitigate combustible dust in coal-fired power plants, fugitive dust coal dust is pervasive and employing industrial vacuum cleaners, built from the bottom up to be used in Class II Div 2 areas, should be the first defense in housekeeping routines to prevent catastrophic explosions and comply with regulatory agencies.
In coal fired power plants mechanical transfer points are leading sources for airborne fugitive dust; but, since coal dust travels quickly over large areas with minimal airflow, fugitive combustible dust settles in many areas.

Primary dust explosions occur when combustible dust is present, forms a dust cloud (in sufficient amounts), in an enclosed environment, with an ignition source and oxygen.
If one were to put a flame to a layer of combustible dust on a desk, the dust would burn, but not explode. However, fanning the dust with a piece of paper to make the dust particles airborne, would create a dust cloud and blow up.
Catastrophic secondary explosions occur when the force from the primary explosion dislodges fugitive dust that is allowed to accumulate on walls, floors, and horizontal surfaces such as equipment ledges, above suspended ceilings and other concealed surfaces, producing more dust clouds, and creating a domino type effect causing further explosions.
Bill Bobbitt of Bobit Associates Environmental Systems, who’s been working in the clean air industry for over 25 years, says, “I always tell my clients, it not a matter of if, but when. Conditions have to be perfect and that ‘when’ can be 30 years from now, or it could be next week. But if you eliminate the fugitive dust, it cannot create a secondary dust explosion.”
Perils of Standard Shop Type Vacuums
Any time there is powder flowing in one direction through a plastic vacuum-cleaning hose it can create a significant static electric charge. In addition, there is the possibility that there may be static electricity build-up on individual dust particles. If a charged, ungrounded hose used to vacuum combustible dust were to contact an object that was grounded, the static electricity could then arc and trigger a violent explosion. This is why OSHA has issued numerous citations for using standard vacuum cleaners where Class II Div 2 equipment is required.
Bobbitt sees a lot of standard shop type vacuums in plants. “There are so many problems with them. They themselves are hazards in an industrial environment,” he says. First and foremost, they are not grounded or classified for Class II Div 2 areas, they shock workers, they clog easily and the workers don’t want to use them, and if workers don’t use them, fugitive dust is accumulating in the plant.
Bobbitt says during a recent presentation to Kansas City Light and Power’s Coal Handling Group, where safety professionals from each of the power stations get together to discuss proactive solutions, he was shown five different expensive Class II Div 2 electric vacuums sitting in a warehouse not being used because after 20 minutes, the filters would bind and workers just didn’t want to use them because they would have to lift the head from the vacuum and tap the cake off before they would get any more suction.
The power plant, and five sister facilities, “now use a Class II Div 2 air powered VAC-U-MAX model with a pulse cleaning system on the filters, that with the push of a button releases the dust from the filter and they can resume cleaning,” says Bobbitt.
VAC-U-MAX, located in Belleville, NJ, developed the first air operated industrial vacuum in 1954 and has been the pioneer in solving vacuum-related challenges in a wide range of manufacturing and industrial settings.
Redundantly Grounded Class II Div 2 Industrial Vacuum Cleaners
Employing an industrial vacuum cleaner that is redundantly grounded in five different ways, “eliminates the possibility of any kind of explosion from the vacuum,” says Bobbitt. Although Vac-u-Max does produce electric vacuums designed for Class II Div 2 environments, the most economical solution for cleaning combustible fugitive coal dust is the company’s air-operated vacuums.
Beyond the fact that air operated vacuums use no electricity and have no moving parts, the first of the five ways that VAC-U-MAX vacuums are grounded begins with the air line that supplies the compressed air to the units.
Because most plants have compressed air lines made from iron that conduct electricity, the company’s air operated vacuums use static conductive high-pressure compressed air lines. In addition to the static conductive air lines, static conductive hoses, filters and casters are employed to further reduce risk. A grounding lug and strap that travels from the vacuum head down to the 55-gallon drum eliminates the potential for arcing.
Air operated vacuums for combustible dust are safer in terms of grounding and they also work more efficiently in the industrial environment.
Bobbitt says that when you are dealing with explosive dust, you may need a Class II Div 2 vacuum in a non Class II Div 2 area. “You might have explosive dust small quantities, and it might take a very hot and prolonged source of ignition, but with OSHA’s Combustible Dust NEP, facilities need to be very careful that they comply because there is a lot of question as to what compliance means.”
According to OSHA, housekeeping ranked second in citations under the NEP “with respect to combustible dust related hazards.” In addition, OSHA issued General Duty Clause citations for the practice of blowing dust with an air compressor, and not using electrical equipment that was designed for hazardous (classified) locations. In the Electric Services Industry Group, during October 2010 through September 2011, the General Duty Clause was one of the top ten most frequently cited by Federal OSHA.
“Although the regulations for combustible dust aren’t real clear,” Bobbitt says, “I find that a lot of companies are simply just trying to get better at general housecleaning.”