How Pre-Engineered Conveying Systems Evolve to Meet Demand
Tech Article
Engineering Pneumatic Conveying Solutions for High Throughput, Repeatability, Ease-of-Use & Installation
Pneumatic conveying is a critical technology in the dry bulk solids processing sector, delivering powders and granular materials through controlled airflow. For process engineers, its value extends far beyond simple material transfer: vacuum conveying minimizes dusting, eliminates manual handling, reduces wear on downstream equipment, and enables consistent, repeatable convey rates that support tight process tolerances. As industries push for cleaner operations, improved worker safety, higher automation, and seamless integration with mixing, dosing, blending, packaging, and extrusion; vacuum conveying continues to gain traction as the preferred method for dry bulk material handling and transfer.

Although the fundamental physics remain consistent, practical system design can vary significantly based on material behavior, plant footprint, throughput targets, and regulatory or safety constraints.
Over the decades, VAC-U-MAX has advanced the field with innovations such as pre-engineered vacuum receivers, direct-charge loading into vacuum-rated process vessels, and fully mobile conveying solutions, bringing vacuum conveying to the process. While specific equipment may differ among suppliers, the engineering principles that guide reliable pneumatic conveying remain universal across the industry.
Pre-Engineered Vacuum Conveyors and Functional Components
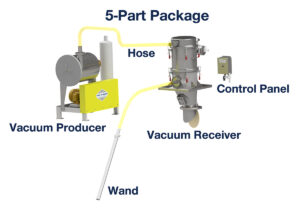
A pre-engineered vacuum conveying system is designed as a modular, flexible solution for vacuum conveying dry bulk solids and powders. While configurations can vary depending on the material and application, each system is built around five core components that work together to ensure reliable, efficient transfer of dry bulk solids.
At the heart of the system is the vacuum conveyor, the primary vessel where conveyed material is collected. These conveyors are designed for quick, clean discharge and easy maintenance, often incorporating specialized filter media to handle fine or dust-prone powders. Providing the necessary suction is the vacuum pump or blower system, which may use rotary lobe, regenerative, venturi vacuum technology depending on material characteristics and throughput requirements.
Material moves through tubing or piping, engineered to reduce friction and protect the integrity of the product as it travels from source to destination. A wand is supplied with pre-engineered systems, and material enters the conveying line, ensuring smooth, non-plugging operation. Completing the system is the filtration or dust collection assembly, which protects the vacuum producer from fine particulates and ensures clean air discharge through cartridges, filter bags, or cyclonic separation. Together, these elements form a cohesive, dependable vacuum conveying solution for a wide range of dry bulk materials.




Engineering the Conveyor-Filter-Discharge Valve Interface for Reliable Vacuum Transfer
Vacuum conveying performance is fundamentally influenced by the design of the vacuum conveyor body, its interaction with material flow behavior, and the equipment being loaded. Vacuum conveyors are manufactured in three primary body styles, each engineered to address distinct material characteristics and process conditions.
Vacuum conveyor body style selection is driven by material flow behavior. Concentric-cone designs are suited for easy-to-convey, free-flowing powders that move reliably under low cohesion. Offset-cone vacuum conveyors are used for harder-to-convey materials with moderate cohesiveness, variable bulk density, or irregular particle shape that require improved flow conditioning.
For the most challenging applications, Tube Hopper configurations are engineered for difficult materials that tend to clump, bridge, or rathole, providing the vertical-wall flow assistance needed to maintain consistent discharge and prevent flow obstruction. Selecting the appropriate vacuum conveyor body style is foundational, as conveying performance is directly linked to the material’s mass flow.
Filters Determine Vacuum Conveying System Efficiency
As the vacuum producer establishes the system’s driving force, the filtration assembly focuses on airflow quality and stability. Vacuum conveyor filters commonly incorporate non-stick, static-conductive media delivering 99.9% efficiency at 1 micron, ensuring reliable air-material separation and rapid dust release with each batch conveyed.
Vacuum conveyor filtration options are selected based on particle size distribution, overhead space, hygiene or sanitation requirements, and maintenance constraints.
- Sock-Type filters: Sock-type filters feature smooth-surface media for low residual dust retention and fast pulse-cleaning, making them ideal for pharmaceutical and food applications requiring stringent sanitation.
- Cartridge filters: Cartridge filters provide a high surface-area-to-volume ratio that supports compact conveyor designs while maintaining filtration efficiency capacity and stable vacuum levels under continuous-duty operation.
- Side-access pleated bags: Side-access pleated bags offer expanded filter area with improved dust release and stable differential pressure across extended cycles, along with convenient service access in confined spaces.
- Top-access pleated bags: Top-access pleated bags enable clean-side filter removal, potentially eliminating confined space procedures, for facilities that require reduced exposure maintenance procedures.
- Uni-filters: For lower-rate conveying systems, uni-filter assemblies deliver excellent dust release and simplified upkeep where maximum filter area is not a primary requirement.
Filter selection must align with expected dust loading, particle-size distribution, material abrasiveness, and the pulse-cleaning frequency required to preserve steady-state airflow.
Discharge Valve Selection and Integration
Discharge valve integration with the vacuum conveyor and filtration assembly is essential for maintaining batch consistency, discharge reliability, and overall vacuum integrity. Discharge options include:
- Powered or counterweighted dump valves for rapid-cycle batch release;
- Knife or orifice gates for precise metering into downstream equipment;
- Rotary valves that provide airlock functionality for continuous conveying or metered discharge; and
- Wafer or butterfly valves suited to compact installations requiring straightforward flow isolation.
Selecting the appropriate discharge valve requires evaluating sealing performance, material compressibility, downstream pressure conditions, and the mechanical demands imposed by the conveying duty cycle.
Material Behavior and Conveying Dynamics

From a process engineering standpoint, understanding material behavior is the starting point, and often the limiting factor in successful pneumatic conveying design. Dry bulk solids do not behave uniformly; their conveying performance is governed by a complex interaction of particle size distribution, shape, bulk density, cohesiveness, friableness, moisture content, and angle of repose.
Fine, cohesive powders such as silica, starch, carbon black, and titanium dioxide tend to agglomerate, resist flow, and require higher energy to entrain. In contrast, free-flowing granular materials like sugar, salt, or polymer pellets accelerate more readily in an airstream but may carry risks of impact damage or attrition under excessive velocity. Even small formulation shifts, environmental changes, or batch-to-batch variability can alter how a material behaves inside a conveying line.
Besides pickup velocity at the beginning of a convey line, a key design parameter for any pneumatic system is the saltation velocity, the minimum air velocity required to keep solids fully suspended and prevent particle dropout in horizontal lines.
Determining this velocity is fundamental to sizing the vacuum pump, selecting pipe diameters, defining safe operating velocities, and predicting system stability under different load conditions. Falling below saltation velocity increases the likelihood of line plugging, surging, excessive wear, and process interruptions; exceeding it can cause product degradation, segregation, or loss of yield.
Because every material responds differently to acceleration, entrainment, and airflow, material testing is very important. Controlled laboratory trials allow engineers to characterize flowability, assess cohesive tendencies, measure entrainment behavior, and observe potential issues such as agglomeration, abrasion, or electrostatic charging. These insights directly shape decisions such as pickup device geometry, vacuum receiver design and configuration, filtration strategy, line routing, and allowable velocity range.

Cohesive or poor-flowing powders often require specialized pickup assemblies, regulated feed mechanisms, or enhanced vacuum levels to achieve stable transfer. Abrasive materials may necessitate wear-resistant elbows, reinforced receivers, or velocity management to extend system life. Friable or fragile materials benefit from gentler acceleration profiles and reduced conveying velocities to avoid breakage.
Ultimately, material conveying behavior dictates nearly every engineering choice in pneumatic conveying, from the vacuum source and filtration strategy to discharge options, and testing ensures the vacuum conveying system performs reliably under real-world operating conditions.
Because pneumatic conveying performance is directly influenced by how a material behaves in an airstream, its cohesion, aeration response, bulk density, moisture content, and susceptibility to attrition, the selection of a vacuum conveyor depends on accurately understanding these properties.
Even modest variations can alter the required conveying rate, receiver configuration, or filtration approach, making material characterization a critical engineering step when scaling up a process, or adding a new packaging line.
When process engineers partner with experienced pneumatic conveying specialists, much of the guesswork in specifying a conveying system is eliminated. Pre-engineered vacuum conveying packages offer “off-the-shelf” conveying know-how, available in standardized five-part packages, ready to install and integrate into new or existing lines. These engineered packages help ensure the system aligns with the application’s required throughput range, cleaning methodology, footprint, headroom constraints, and the control packages, while reducing design guesswork keeping up with manufacturing demands.
Application-Specific Engineering Across Industries
Vacuum conveying requirements vary widely across pharmaceutical, nutraceutical, food, and petrochemical and chemical processing environments. Each industry imposes distinct considerations including sanitary designs, containment levels, abrasion resistance, moisture sensitivity, or compatibility with combustible dusts. Optimal system performance is achieved through material characterization, process evaluation, and collaboration with vacuum conveying specialists who can match conveyor design, filtration media, and discharge valve technology to the material’s behavior and operational demands.
Streamlining Material Transfer with Pre-Engineered Solutions

Pre-engineered vacuum conveying systems simplify bulk material handling by delivering ready-to-deploy solutions engineered for specific applications and material types. By matching conveyor design, filtration, and discharge technology to the material’s flow characteristics, these systems ensure reliable, repeatable, and hygienic transfer while minimizing installation complexity and engineering time.
Direct charge blender loading and mobile vacuum conveying highlight the flexibility and efficiency of pre-engineered solutions. Direct charge blender loading systems vacuum convey powders and granules precisely into blenders, reducing manual lifting, improving batch consistency, and maintaining material integrity. Mobile vacuum conveyors allow quick relocation between process points, minimizing dust, stair climbing, and handling labor while maintaining high-performance vacuum conveying across multiple production lines.
These pre-engineered systems are purpose-built for their respective application niches, from free-flowing powders to highly cohesive or fibrous materials, helping process engineers optimize production, reduce downtime, and improve workplace safety. By integrating targeted designs, filtration, and discharge technology, pre-engineered vacuum conveyors streamline workflows, enhance efficiency, and allow engineers to focus on maximizing process performance rather than managing material transfer challenges.
Pre-engineered vacuum conveying systems represent a turnkey approach to bulk material handling, delivering precision, reliability, and safety while making the process engineer’s job faster, easier, and more efficient. They are the engineered solution that transforms how powders and bulk solids move through the production process.
Written by Doan Pendleton, this was the Technical Exclusive cover article for Powder Bulk & Solid’s January 2026 issue.
Dive Deeper: Learn about the product line.
Signature Series™ — An Easy-to-Integrate Modular Solution
The VAC-U-MAX Signature Series™ is an easy-to-integrate 5-part solution for powder and bulk solid transfer. This family of packaged vacuum conveying systems deliver plug-and-play convenience with engineered precision. Each system arrives preconfigured for fast setup and reliable performance, eliminating complex installation and minimizing downtime.
Learn more about our Signature Series packaged conveying solutions →