The 3R’s Revolutionizing Metal Powder Additive Manufacturing
WHITE PAPER
Transforming 3D Printing with Advanced Vacuum Conveying, Sieving, and Blending Technologies
The 3R’s – REclaim, REclassify, and REcondition, are setting a new benchmark in metal powder additive manufacturing, driving efficiency, sustainability, and innovation in 3D printing processes. By utilizing advanced technologies, this approach ensures optimal reuse of metal powders, reducing waste and supporting eco-friendly practices without compromising on quality.
Industry Challenges: Additive Manufacturing
Preserve valuable material. Protect workers. Speed up your process.

The use of metal powders such as aluminum, nickel, titanium, cobalt, copper, and custom alloy powders have a long history in industrial applications. In recent years, their role in 3D printing, particularly metal Additive Manufacturing (AM), has grown significantly due to its advantages over traditional methods such as machining or casting. This evolution has transformed additive manufacturing into a vital technology with a wide range of applications.
The growing adoption of metal powder-based 3D printing has also resulted in a significant expansion of metal powder inventories, revealing variations in critical metal powder characteristics such as bulk density, fluidity, abrasion resistance, particle shape, particle size, cohesiveness, and reactivity. These variations play a crucial role in influencing the behavior of metal powders within the additive manufacturing AM processes including powder bed fusion and binder jet printing applications.
As the AM industry continues to scale-up and transition from manual batch processing to automated continuous processing, the industry faces challenges associated with non-uniform metal powders and post-process material waste. Leftover metal powder in the build box is frequently discarded, resulting in inefficiencies and increased costs. By developing a deeper understanding of metal powder variations, conveying behaviors, and adopting strategies to recycle unused metal powders from the build-box, the AM industry can effectively tackle its challenges. These efforts optimize performance, maintain process efficiency, and improve end-product quality, while prioritizing safety, productivity, and cost savings.
The Solution: REclaim, REclassify, REcondition.

REclaim: Efficient Recovery of Metal Powders
Implementing vacuum conveying technology into additive manufacturing allows process engineers to convey metal powders to and from the 3D printing process. By conveying material to the 3D printer, manual lifting and messy dumping are eliminated. Material is drawn from the source and vacuum conveyed to the printer in a continuous, contained process.
By utilizing innovative vacuum conveyors designed specifically for metal powders, including reactive metal powders that require handling in inert atmospheres, the additive manufacturing – metal powder recovery and reconditioning (AM-MPRR) system safely and efficiently removes unused metal powder from the build box, eliminating the need for manual handling, and significantly reducing the risk of operator exposure to metal powder dust, and potential explosions.
Once the powder is extracted, the system separates the metal powder from the airstream and deposits it directly onto a sieve. The sieve removes oversized agglomerations and foreign debris, with the refined metal powder vacuum conveyed to a tumble blender for further processing, reconditioning, and preparation for reuse.
REclassify: Ensuring Purity and Performance
A critical component of the additive manufacturing metal powder recovery and reconditioning process is the reclassification of the left-over metal powders in the build-box. Reclassification involves the process of sieving or screening these metal particles. Sieving is the mechanical process used to separate particles based on size, ensuring consistency and quality.
The metal powder reclassification step involves placing the metal powder from the build-box onto the sieve. The sieve is equipped with an ultrasonic anti-blinding mechanism, creating vibrations that encourage powder movement. This process helps smaller particles pass through the mesh while larger particles or contaminants remain on top. The mesh size, typically 63 microns, determines the maximum particle size that can pass through the sieve.
The reclassifying process utilizing sieving technology plays a crucial role in maintaining consistent reusable metal powder quality for successful 3D printing though multiple cycles. By implementing advanced sieving technologies, such as ultrasonic sieves, clogging is prevented. One of the primary benefits is the ability to minimize waste.
REcondition: Homogenization and Preparation for Reuse
Reconditioning metal powders is a vital step in the additive manufacturing process, restoring metal powders to their optimal condition for reuse. A highly effective method for this is using tumble blenders, renowned for their ability to improve powder consistency and performance. Once reclaimed and reclassified, the metal powder enters the tumble blender, where it undergoes homogenization, a critical process in ensuring uniformity and quality.

Tumble blenders use a gentle rotating motion to uniformly mix metal powders within a sealed vessel, effectively addressing challenges such as homogeneity, segregation, and surface oxidation. Segregation often occurs during handling, causing particles to separate by size or density, while homogeneity ensures consistent particle distribution for uniform flow behavior. Surface oxidation is mitigated by blending powders with flow agents, reducing oxidization and restoring flowability.
Additionally, residual metal powders from multiple 3D printers can be combined and homogenized into a consistent masterbatch for reuse. Advanced versions of tumble blenders also include drying systems that reduce moisture content to single-digit levels, further enhancing powder flowability. Heat and gas purging can also be integrated into the process to optimize metal powder reconditioning.
The process is automated via direct-charging blender loading. Direct charge blender loading is an efficient and automated method for introducing metal powders into a tumble blender, eliminating the need for manual handling.
In this process, reclaimed or reclassified powders are transferred directly from preceding steps into the blender using a vacuum conveyor. The transfer occurs within a sealed environment, preventing contamination and preserving the quality of sensitive powders such as titanium or aluminum. This method ensures precise, controlled conveying with automated systems that deliver the correct amount of material, maintaining batch consistency.
Direct charge blender loading improves efficiency by reducing downtime and eliminating manual operations, enhances safety by minimizing operator exposure to hazardous powders, and reduces contamination risks by keeping the process enclosed. Additionally, this system can be adapted to handle various types of metal powders, making it an invaluable component of the powder reconditioning process in additive manufacturing.
Operation Overview: How It Works
Maximizing Metal Powder Use & Extending the Lifespan of AM Materials
The recovery and reconditioning process begins with the operator vacuuming powder from the build box, where it is collected in a vacuum receiver and separated from the airstream by gravity. Any carryover dust is captured in a small collection container mounted on the opposite side of the frame. The vacuumed powder then passes through a surge hopper and is metered onto the sieve deck, where oversized particles are retained on top of the screen cloth or exit through an optional side outlet.
Reusable metal powder flows through the center-bottom outlet and is collected in a 2 ft³ (57-liter) conical feed bin. To control flow and prevent flooding, a screw discharger at the bottom of the feed bin regulates powder transfer to the vacuum hose, directed to either a blender or dryer. The operator uses two ball valves to redirect suction, enabling powder transfer from the feed bin to the designated equipment until the feed bin is empty.
Any carryover dust is again collected in the small container on the system frame. Once vacuum loading is complete, the operator disconnects the vacuum hoses from the equipment cover, secures them with camlock caps, and reattaches the hoses to a side panel. Proper hose reattachment ensures the blender or dryer can rotate, completing the powder reconditioning cycle efficiently and safely.
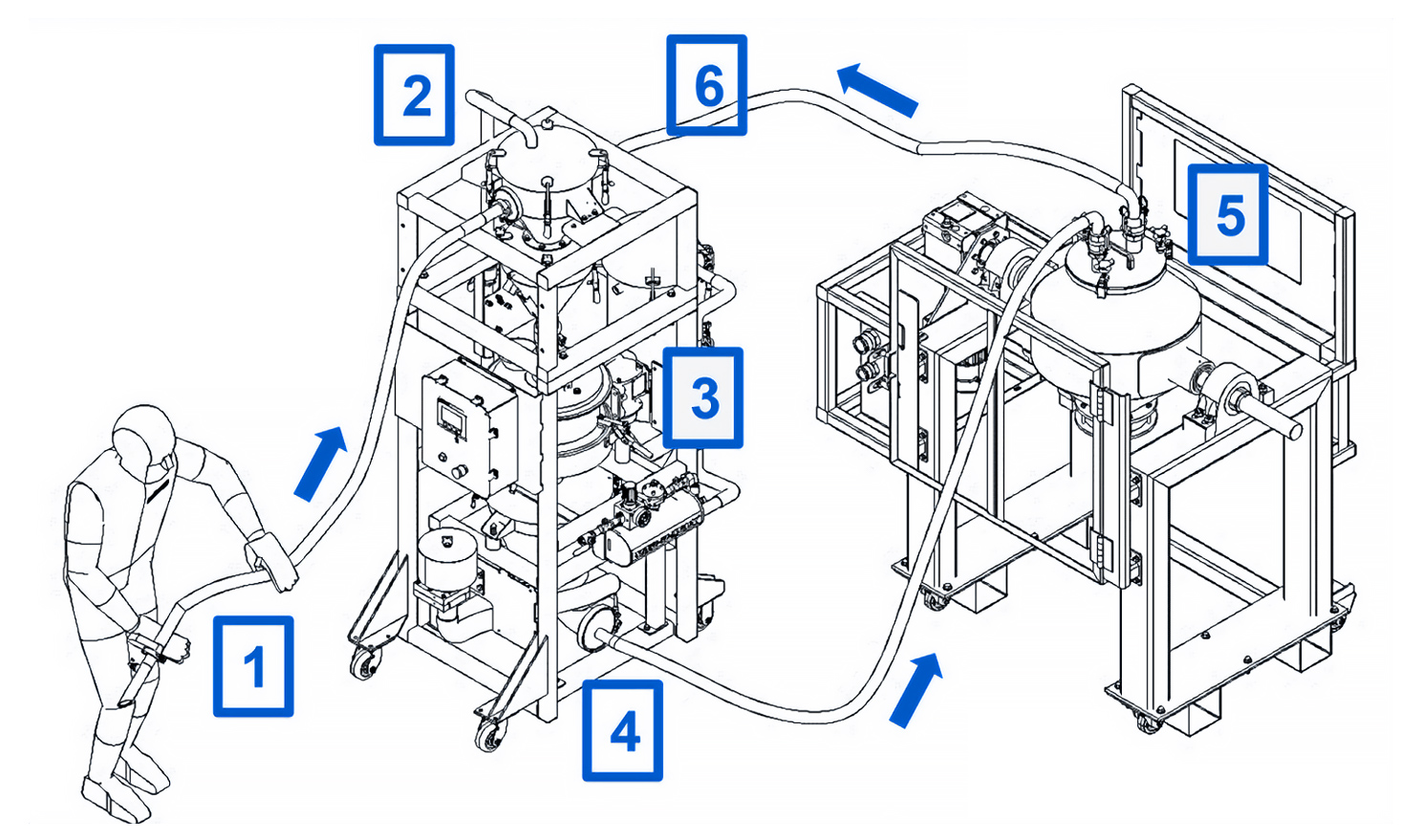
Step 1-2: The operator vacuums metal powder from the build box. The powder is collected with a Vacuum Receiver, which separates it from the airstream via gravity. Any carryover dust is captured in a small collection container located on the opposite of the frame.
Step 2-4: The collected powder is discharged through a surge bin and metered onto the sieve deck. Oversized particles remain on the sieve screen or exit through an optional side outlet, while reusable powder passes through the center-bottom outlet and is stored in a 2 ft³ (57-liter) conical feed bin.
Step 4-5: A screw discharger at the bottom of the feed bin regulates the flow of powder, preventing flooding in the vacuum hose leading to the blender or dryer. The operator adjusts two ball valves to redirect suction from the vacuum receiver to the blender or dryer, initiating powder transfer from the feed bin. Transfer continues until the feed bin is empty.
Step 5-6: As the blender or dryer is loading, any carryover dust is collected in the small collection container on the MPRS frame. Once loading is completed, the operator disconnects that two vacuum hoses from the blender or dryer cover, installs camlock caps, and reattaches the disconnected hoses to the side panel. The blender or dryer will not rotate unless the hoses are properly secured on the side panel.
The Takeaway
Maximize Efficiency, Sustainability, and Safety with the AM-MPRR™
Developed by industry leaders VAC-U-MAX, GEMCO, and VORTI-SIV, the Additive Manufacturing Metal Powder Recovery and Reconditioning (AM-MPRR) System provides a sophisticated, integrated solution to the challenges encountered in powder bed fusion and binder jet printing processes. By utilizing advanced vacuum, sieving, and blending technologies, the system efficiently recovers and reconditions metal powders, ensuring minimal waste and optimal material utilization. This results in significant cost reductions by maximizing material usage and streamlining operational workflows.
The system’s design prioritizes operator ease of use, with automated processes and intuitive controls that reduce manual intervention, enhance efficiency, and minimize the potential for human error. Additionally, safety is a key consideration, with features such as sealed environments, a ground monitoring circuit, and controlled powder handling, minimizing operator exposure to hazardous and/or combustible materials and reducing the risk of contamination. The combination of vacuum removal and sieving processes also reduces downtime, leading to faster print cycles and enhanced process efficiency.
The AM-MPRR system supports sustainability objectives by minimizing waste and promoting resource optimization. Furthermore, it guarantees that reconditioned metal powders consistently meet the stringent quality requirements of high-performance additive manufacturing applications, ensuring reliable results in critical additive manufacturing environments.
Dive Deeper: Meet our solutions.
VAC-U-MAX Metal Powder Recovery Systems: AM-MPRS™ & AM-MPRR™
VAC-U-MAX offers two main systems for metal powder recovery, each of which can be customized for your process. Both options are closed-loop systems, protecting material from contamination, maintaining moisture content, and significantly reducing the risk of operator exposure to dust. Reclaimed powder can be reused immediately, blended with virgin materials, collected for storage, or set aside for recycling.
Our systems feature VAC-U-MAX plug-and-play design and are easily serviced—no tools needed—and their low profile, portable design makes them easy to maneuver around multi-printer facilities. Select a system below to learn more and view full specifications.


Image gallery
Additive Manufacturing Operation Automates Metal Sieving Process, Reducing Time by 85%
Case Study
Metal recovery vacuum conveying system eliminates hazards, preserves expensive metal powders, and speeds process.
With 30 years experience in product development and engineering solutions in the injection molding and mold making industries, Tom Houle, director of Lumex NA for Matsuura USA, is passionate about manufacturing solutions, operational excellence, and continuous improvement.

This year, one of his focuses was to improve the work environment by automating metal powder recovery at the Matsuura Machinery USA Lumex Additive Manufacturing Center, a laboratory and demonstration facility inside Matsuura USA’s headquarters in St. Paul, Minnesota, where the company showcases its hybrid manufacturing technology, performs tests, and produces billable parts on a one-off basis.
Beyond automating the metal recovery process at the demonstration facility, an equally important goal was the ability for Matsuura to provide its customers with a proven turnkey metal recovery system as auxiliary equipment for its LUMEX series of hybrid 3D printers.
Hybrid Manufacturing
The hybrid manufacturing technology combines advanced manufacturing techniques of selective laser metal sintering (SLS) with precision high-speed machining (HSM) to produce a finished part that doesn’t require post-machining. This unique hybrid manufacturing machine supports the engineering and manufacture of highly complex integrated parts and molds in shapes and configurations that were once impossible using traditional milling methods.
During the unique hybrid manufacturing process, a thin layer of metal powder is distributed across the entire build platform, and laser fused or sintered, to create the geometry of the part, leaving most of the powder outside the geometry available for reuse.
Product Loss
During the additive process, some tiny metal powder molecules outside of the build geometry also become fused; and, during the subtraction process of milling, minuscule metal chips deposit within the unused metal powder, both needing removal before reuse. This minuscule debris still looks like a powder; however, in comparison to the finer powder, it is quite large.
With such an advanced manufacturing process that allows parts makers to reduce cycle times up to 45 percent, manually sieving the metal powder for reuse seemed counterintuitive to Houle.

Manual sieving “is a messy, tedious, and time-consuming job,” says Houle. “it was a bit like panning for gold, taking multiple hours to sieve just 10kg of material. Our machines use 160kg of material, so the process was daunting.”
Choosing a Partner
In his effort to fully automate the sieving process, Houle evaluated six different suppliers of sieving equipment measuring willingness and ability to engineer a solution, ease of design process, breadth of offerings, price, and delivery.
“Since additive manufacturing is a relatively young industry,” Houle says, “few of the suppliers had experience working within sophisticated and regulated industries. Most had only worked with more traditional powders and processes.”
From the six suppliers, Houle says he selected VAC-U-MAX, because “their experience with conveying all types of media, and specific focus on metal recovery, allowed them to quickly understand our needs.”
Celebrating 65 years in business, Belleville, New Jersey-based VAC-U-MAX, a pioneer in vacuum pneumatic conveying, specializes in the design and manufacture of pneumatic systems and support equipment for the conveying, weighing, and batching of dry materials. With proven pre-engineered conveying solutions and industry expertise with over 10,000 powders, the company regularly designs custom solutions for manufacturers.
Engineering a Solution
Metal powders used in additive manufacturing are fine, heavy, dusty, and sometimes reactive, requiring specialized knowledge of material characteristics; however, Doan Pendleton, President at VAC-U-MAX says “metal recovery systems are fairly simple systems to us. It was a little more complicated with Matsuura because they wanted to weigh small amounts of the recovered powder into smaller containers for inventory control purposes and ergonomics and that required a little more engineering.”
Metal recovery systems use vacuum to extract powder directly from 3D printers, from dryer trays, or other containers, convey it to a vacuum receiver which discharges powder into a sieve, which then discharges good powder into a pail, drum or other intermediate bulk container for reuse—all within an inert environment.
VAC-U-MAX has four levels of plug-and-play metal recovery systems, all of which have standard inert gas purging capabilities for use when needed. Gas purging minimizes moisture and keeps reactive materials inert by limiting the oxygen concentration surrounding the powders as described by NFPA 69 and NFPA 484. Additionally, the vacuum conveyor equipment is static bonded and grounded, bolstering system safety by knocking out any static charge that may build up from the vacuum conveying process.
In metal recovery systems, the sieve is the heart of the system. VAC-U-MAX standardly uses 63-micron screens for metal powder recovery which translates to 230 mesh, having 230 holes per linear inch.
With mesh that fine, the use of ultrasonics eliminates the risk of blinding the sieve and yields higher powder processing speeds.
Ultrasonics excite the wires in the screen, helping to distribute the material across the full diameter of the screen and pass the good material through screen. Without ultrasonics material builds up in the center of the screen, slowing the screening process.
According to Houle, VAC-U-MAX “adjusted and controlled the ultrasonics and selected the screen size to match our process, our powders and the speed at which we were conveying powder,” he says. “What used to take an hour and a half, and require two operators, now only takes four minutes and one operator.”
Ticking every box: Efficient, effective, self-contained, and fully mobile.




In addition to engineering conveying system components to match Matsuura’s powders, VAC-U-MAX worked with the hybrid machine manufacturer so it could reuse the original containers used to load media back into the hybrid AM printer.

The containers hold approximately 22 pounds of material making them manageable for workers to manipulate during the loading process, minimizing ergonomic hazards. Reusing the containers also allowed the hybrid manufacturer to reseal them with desiccant packs, reducing the frequency of drying cycles needed for hygroscopic metal powders that will absorb moisture from ambient air.
Maximizing sieve throughput and screen lifespan requires a metered feed of material into the sieve. Therefore, VAC-U-MAX implemented a level control that senses when the vacuum receiver is full. The system then stops the conveying cycle, opens a discharge valve that feeds into a vibratory tube which then meters the amount of powder discharged onto the screen deck. The reusable powder is collected in a dedicated pail and the sieved (i.e. waste) powder is directed into a separate vessel. The reusable powder sits on a floor scale that ties into the metal powder recovery system’s control panel.
The touch screen control panel allows operators to manage everything from one place and operate major components separately when necessary, such as turning the sieve on and off, operating the sieve independently from the conveying system and pulsing the filters for cleaning.
Solution Highlights
- Powered by compressed air or inert gas, the system created for Matsuura USA has the suction power to convey metal powders from storage containers 15 feet away for sieving and weighing before re-use.
- The system removes reactive and non-reactive metal powders from build boxes quickly (8Kg/min).
- The on-board sieve and scale separates and weighs reusable powders into an industry-standard pail (left) while oversize/waste debris is collected separately (right).
- The system includes a user-friendly HMI control panel with a program for continuous conveying, sieving, and weighing of reactive and non-reactive metal powders. (Also suitable for ceramic and polymer powders.)
- The MPRS is fully mobile, enabling it to support multi-printer facilities.
- The self-contained system includes UL-certified controls and a grounding interlock system, protecting users and their facilities.
Houle says, “the VAC-U-MAX system is a great auxiliary component to additive manufacturing. Because we are more efficiently removing impurities from the combined laser and milling process, we are able to reuse a higher percentage of our powder.”
“We contracted with VAC-U-MAX to provide a turnkey, fully automated, sieving system for use with our metal hybrid printer, and it works perfectly,” says Houle. “Any time we can provide a turnkey system with all of the necessary auxiliary equipment to our customers, it is of great benefit.”